Allmän produktbeskrivning
SSAB Weathering 420ML är ett termomekaniskt valsat konstruktionsstål med god väderbeständighet. Stålet har egenskaper som gör det mycket användarvänligt. Ytkvaliteten, måttnoggrannheten och egenskapernas jämnhet hör till de bästa på marknaden. Tack vare sina goda egenskaper främjar dessa stål miljövänlig byggnation och hållbar utveckling.
SSAB Weathering 420ML ger tunga stålkonstruktioner som broar tydliga prestandafördelar. Tack vare stålets motstånd mot atmosfärisk korrosion finns det inget behov av ytterligare beläggningar, som t.ex. målning av stålkonstruktioner. Därför kan betydande kostnadsfördelar uppnås i tillämpningar där en mörkbrun patina önskas på stålytan. Stålytan kan dock blästras och målas med samma metoder som för vanliga stålsorter. Tack vare stålets speciella legering håller målningen cirka dubbelt så lång tid som för en vanlig målad stålsort.
SSAB Weathering 420ML har betydligt högre korrosionsbeständighet än de vanliga konstruktionsstål som ofta används utomhus. Den höga väderbeständigheten beror på oxidskiktet, alltså patinan. Den elegant bruna patinerade ytan utmärker sig arkitektoniskt. Patinan blir först gulaktig och så småningom mörkbrun.
SSAB Weathering 420ML uppfyller eller överträffar kraven på S420J5W+M i EN 10025-5. Dubbel certifiering och CE-märkning kan fås på begäran.
Dimensionsintervall
SSAB Weathering 420ML finns i tjocklekar på 8.0–65.0 mm.
Mekaniska egenskaper
(mmin)
(mmin)
(min MPa)
(MPa)
(min %)
(mmin)
(mmin)
(min MPa)
(MPa)
(min %)
(mmin)
(mmin)
(min MPa)
(MPa)
(min %)
(mmin)
(mmin)
(min MPa)
(MPa)
(min %)
Dragprovet görs tvärs valsriktningen enligt EN 10025-1 och EN 10025-5.
Certifikat:SSAB Weathering 420ML erbjuder två olika certifikat:
EN 10204-3.1 till SSAB Weathering 420ML och S420J5W+M.
Slagseghet
Kemisk sammansättning (chargeanalys)
(max %)
(max %)
(max %)
(max %)
(max %)
(max %)
(max %)
(max %)
(max %)
Kolekvivalent CET(CEV)
(max %)

Toleranser
Tjocklekstolerans: ¾ av kravet i EN 10029 klass A. Längd och bredd enligt EN 10029.
Planhetstolerans 6 mm/m.
Ytbeskaffenhet enligt EN 10163-2 klass B subklass 3.
Leveranstillstånd
Termomekaniskt valsad (M).
Kan beställas som blästrad och grundmålad.
Tillverkning och andra rekommendationer
Svetsning
SSAB Weathering ML har utmärkt svetsbarhet. Termomekaniskt bearbetade stål har god motståndskraft mot vätesprickning och mindre behov av förvärmning. Alla konventionella svetsmetoder kan användas. Om den svetsade konstruktionen ska vara utförd i enlighet med standard EN 1090-2 ska även tillsatsmaterialen följa standard EN 1090-2.
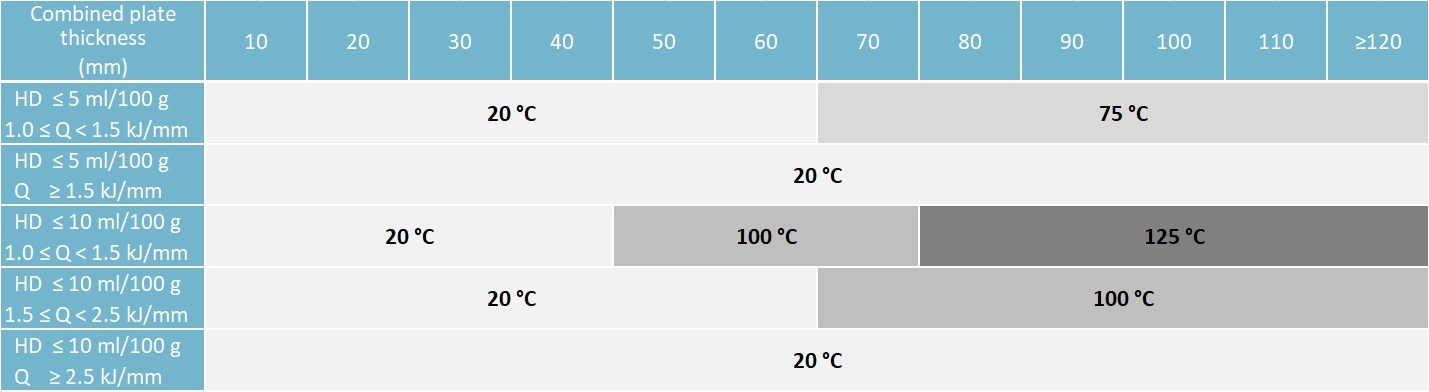
Den rekommenderade förvärmningstemperaturen beror på kolekvivalenten (CEV) för grundmaterialet och tillsatsmaterialen, tillförd sträckenergi (Q), halten väte (HD) i tillsatsmaterialen och svetsfogens kombinerade tjocklek (mm) enligt standarden EN 1011-2 (metod A).
Val av tillsatsmaterial med låg vätehalt (HD ≤ 5 ml/100 g) minimerar risken för vätesprickning och minskar behovet av förvärmning. SSAB Weathering ML har relativt låga CEV-värden. Enligt standarden EN 1011-2 metod A krävs i de flesta fall ingen förvärmning när tillsatsmaterial med låg vätehalt används och sträckenergin Q ≥ 1,5 kJ/mm
När svetsning utförs med tillsatsmaterial med hög vätehalt (5 ≤ HD ≤ 10 ml/100 g) och med sträckenergin Q < 2,5 kJ/mm, rekommenderas förvärmning. I de flesta fall krävs inte förvärmning ens med tillsatsmaterial med hög vätehalt om sträckenergin Q ≥ 2,5 kJ/mm
Men med mycket tjocka plåtar (enstaka plåttjocklek ≥ 40 mm) är det alltid bra att använda minimal förvärmning +100–125 °C på grund av de höga spänningar som kan uppstå i sådana strukturer. Förvärmning rekommenderas också vid användning av mycket låg sträckenergi Q < 1,0 kJ/mm (t.ex. rotsträngen i svetsen eller häftsvetsarna). Vid låg sträckenergi < 1,0 kJ/mm ska förvärmningen bestämmas enligt standard EN 1011-2, metod A.
Förvärmningsrekommendationer för SSAB Weathering 420ML och 460 ML. HD = diffunderbar vätehalt i tillsatsmaterialet (ml/100 g) och Q = sträckenergi (kJ/mm). Vid låg sträckenergi < ska 1,0 kJ/mm förvärmning fastställas enligt standard EN 1011-2, metod A. Vid mycket tjocka plåtar (enstaka plåttjocklek ≥ 40 mm) är det dock alltid bra att använda förvärmning +100–125 °C.
Formning upp till 20 mm:
Minsta inre bockningsradie 2 x tjockleken kan användas i både längs- och tvärriktningen i 90 graders trepunktsbockning. Dynbredden bör vara minst 10 x tjockleken. Var uppmärksam på de skurna kanterna i bockningsområdet, och alla större sprickor eller grader ska avlägsnas. Det är också viktigt att se till att plåtytan är felfri (fri från repor) i deformationsområdet innan bockning.
Ytbehandling:
För att uppnå ett jämnt och vackert patinaskikt bör valshud avlägsnas. Det kan utföras antingen genom betning eller blästring.
För information om tillverkning, se SSABs broschyrer på www.ssab.com eller konsultera Tech Support.
Lämpliga hälso- och säkerhetsåtgärder måste vidtas vid svetsning, skärning, slipning eller annat arbete med produkten. Slipning, speciellt av primerbelagd plåt, kan producera damm med hög partikelhalt.