Allmän produktbeskrivning
Duroxite® Roller Wire är en fluxfylld svetstråd för reparation av valsar inom cement- och kraftindustrin med hjälp av bågsvetsning. Svetsgodset innehåller slitstarka material med en hög andel extremt hårda, kromrika primära M7C3-karbider med en typisk hårdhet på 1700 HK*). Karbiderna är jämnt fördelade i en duktil eutektisk austenitmatris. Utöver trådens höga kromhalt tillsätts ytterligare molybden- och nickellegeringar för att förbättra hårdpåsvetsningens seghet, stärka matrisen och förfina karbidernas storlek för att öka nötningsbeständigheten och förlänga livslängden. Duroxite® Roller Wire är utformad för renovering av slitna valsar med rak strängsvetsning. Tråden lämpar sig för svetsning på böjda ytor och det är möjligt att lägga flera skikt upp till 75 mm tjocklek. Förvärmning, mellansträngstemperatur och värmebehandling efter svetsning följer rekommendationerna för grundmaterialet. Avspänningssprickor avslöjas naturligt efter svetsning.
*) HK är mikrohårdheten enligt Knoop som främst används för mycket spröda material.
Viktiga fördelar
- Enhetlig slitstyrka garanteras ned till 75 % av hårdpåsvetsningens djup.
- Optimal karbidsammansättning som ger en god kombination av slitstyrka och homogen bindning.
- Kan svetsas upp till 75 mm tjocklek för att återställa extremt slitna valsar till ursprungligt skick.
Typiska tillämpningar
Duroxite® Roller Wire är främst avsedd för reparation av slitdelar på valsar med arbetstemperaturer på upp till 350 °C. Typiska exempel är valsar för vertikala cementkvarnar och valsar för kolkvarnar.
Standard dimensioner
Mekaniska egenskaper
1) Ythårdheten mäts på maskinbearbetad plan yta strax under ytan på hårdpåsvetsningen.
2) ASTM G65 är ett standardtest som mäter motstånd mot glidslitage med torr sand/gummihjul. ASTM G65 – procedur A är den strängaste testmetoden.
3) ASTM G65 slagprov utförs på 75 % djup i påsvetsningsmaterialet för att säkerställa konsekvent gott motstånd från ytan ända ned till 75 % av påsvetsningen.
Provningsresultat för mekaniska egenskaper
Provningsresultat för mekaniska egenskaper, svetsgodsets kemiska sammansättning, ythårdhet och viktförlust enligt ASTM G65-A erhölls från en svets som skapats och provats i enlighet med föreskrivna standarder och kan skilja sig från det förväntade resultatet i en viss tillämpning eller svetsad konstruktion. De faktiska resultaten varierar beroende på många faktorer, inklusive men inte begränsat till svetsprocedur, underlagets kemiska egenskaper och arbetstemperatur, svetskonstruktion och tillverkningsmetoder. Användarna uppmanas att kontrollera att alla tillsatsmaterial och metoder är lämpliga innan de används i de avsedda tillämpningarna genom testning eller på annat lämpligt sätt.
Kemisk sammansättning
(%)
(%)
(%)
(%)
(%)
(%)
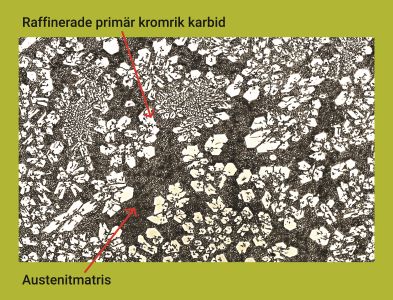
Mikrostruktur
Mikrostrukturen i Duroxite® Roller Wire består av en hög andel extremt hårda primära kromrika M7C3-karbider med en typisk hårdhet på 1700 HK jämnt fördelade i en duktil eutektisk austenitmatris. Volymfraktionen av primära karbider hålls mellan 30 och 50 % för att ge en god kombination av slitstyrka och homogen bindning.
Svetsrekommendationer
Rekommendationer för svetsparametrar
Återhämtning: 90%
Leveranstillstånd
Tillverkning och andra rekommendationer
De hårdpåsvetsade komponenterna kan svetsas, skäras, formas och maskinbearbetas. Specifika rekommendationer finns i Duroxite® produktbroschyr, eller rådfråga din lokala tekniska support.
Säkerhetsåtgärder
Vid svetsning och skärning av Duroxite®-produkter bildas rök som innehåller skadliga ångor och gaser som är kemiskt mycket komplexa och svåra att klassificera. Den viktigaste giftiga komponenten i ångor och gaser som produceras i processen är sexvärt krom. Vi rekommenderar att lämplig ventilationsutrustning och svetspistoler med rökutsug används, samt lämpliga skyddskläder och andningsskydd för operatörer.