Tuotteen kuvaus
SSAB Weathering 460ML -teräs on termomekaanisesti valssattu rakenneteräs, jolla on hyvä säänkestävyys. Teräksen käyttöominaisuudet ovat erinomaiset. Sen pinnanlaatu, mittatarkkuus ja tasalaatuisuus kuuluvat markkinoiden parhaisiin. Säänkestävä teräs edistää ympäristöystävällistä rakentamista ja kestävää kehitystä hyvien ominaisuuksiensa ansiosta.
SSAB Weathering 460ML -teräksellä on selkeitä suorituskykyetuja raskaissa teräsrakenteissa, kuten silloissa. Erinomaisen ilmastokorroosion kestävyyden ansiosta lisäpinnoitteita, kuten teräsrakenteiden maalausta, ei tarvita. Siten voidaan saavuttaa huomattava kustannusetu käyttökohteissa, joissa teräksen pinnalle halutaan tummanruskea patina. Teräspinta voidaan kuitenkin suihkupuhaltaa ja maalata samoilla menetelmillä kuin tavallisia teräslaatuja maalattaessa. Teräksen erikoisseostuksen ansiosta maalin elinkaari on noin kaksinkertainen tavalliseen maalattuun teräkseen verrattuna.
SSAB Weathering 460ML -teräksen korroosionesto-ominaisuudet ovat paljon paremmat kuin tavallisten, ulkokohteissa käytettävien rakenneterästen. Parempi säänkestävyys perustuu oksidikerrokseen eli patinaan. Tyylikkään ruskea patinoitunut pinta on arkkitehtonisesti erottuva. Patina alkaa ensin kellertää, ja ajan kuluessa väri muuttuu tummemman ruskeaksi.
SSAB Weathering 460ML täyttää tai ylittää standardin EN 10025-5/S460J5W+M vaatimukset. Kaksoissertifiointi ja CE-merkintä saatavana pyynnöstä.
Mittavalikoima
SSAB Weathering 460ML -terästä on saatavana paksuuksissa 8.0–65.0 mm.
Mekaaniset ominaisuudet
(mmin)
(mmin)
(min MPa)
(MPa)
(min %)
(mmin)
(mmin)
(min MPa)
(MPa)
(min %)
(mmin)
(mmin)
(min MPa)
(MPa)
(min %)
(mmin)
(mmin)
(min MPa)
(MPa)
(min %)
Vetokoe on tehty standardien EN 10025-1 ja EN 10025-5 mukaisesti poikittaissuunnassa valssaussuuntaan nähden.
Ainestodistukset:SSAB Weathering 460ML -teräkselle voidaan antaa kaksi erillistä ainestodistusta:
EN 10204-3.1 SSAB Weathering 460ML -teräkselle ja S460J5W+M teräkselle.
Iskusitkeysominaisuudet
Kemiallinen koostumus (sulatusanalyysi)
(max %)
(max %)
(max %)
(max %)
(max %)
(max %)
(max %)
(max %)
(max %)
Hiiliekvivalentti CET(CEV)
(max %)

Toleranssit
Paksuus ¾ standardin EN 10029 luokasta A. Leveys ja pituus standardin EN 10029 mukaisesti.
Tasomaisuus 6 mm/m.
Pinnanlaatu EN 10163-2 luokan A alaluokan 3 mukaisesti.
Toimitustila
Termomekaanisesti valssattu (M).
Voidaan tilata sinkopuhallettuna ja pohjamaalattuna.
Valmistus- ja muut suositukset
Hitsaus:
SSAB Weathering ML -teräs on helposti hitsattavissa. Termomekaanisesti valssatut teräkset vastustavat hyvin vetyhalkeilua ja vähentävät esilämmityksen tarvetta. Kaikkia perinteisiä hitsausmenetelmiä voidaan käyttää. Jos hitsattu rakenne toteutetaan standardin EN 1090-2 mukaisena, hitsauslisäaineiden valinta on tehtävä standardin EN 1090-2 mukaisesti.
Suositeltu esilämmityslämpötila riippuu perusaineen ja hitsauslisäaineiden CEV-hiiliekvivalentista, lämmöntuonnista (Q), hitsauslisäaineiden vetypitoisuudesta (HD) ja hitsausliitoksen kokonaispaksuudesta (mm) standardin EN 1011-2 (menetelmä A) mukaisesti.
Matalavetyisten hitsausaineiden (HD ≤ 5 ml / 100 g) valinta vähentää vetyhalkeilun riskiä ja esilämmityksen tarvetta. SSAB Weathering ML -teräksillä on suhteellisen matalat CEV-arvot. Standardin EN 1011-2 menetelmän A mukaan esilämmitystä ei yleensä tarvita, kun käytetään niukkavetyisiä hitsausaineita ja hitsauslämmöntuontia Q ≥ 1,5 kJ/mm.
Kun hitsaus tehdään runsasvetyisillä hitsausaineilla (5 ≤ HD ≤ 10 ml / 100 g) ja lämmöntuonnilla Q < 2,5 kJ/mm, suositellaan esilämmitystä. Useimmissa tapauksissa esilämmitystä ei tarvita, vaikka hitsauslisäaineet olisivat runsasvetyisiä, jos hitsausenergiantuonti on Q ≥ 2,5 kJ/mm.
Erittäin paksujen levyjen (yhden levyn paksuus ≥ 40 mm) kohdalla kannattaa kuitenkin aina käyttää vähimmäisesilämmityslämpötilaa +100...125 °C, koska tällaisiin rakenteisiin voi kohdistua suuria jäännösjännityksiä.. Esilämmitystä suositellaan myös käytettäessä erittäin vähäistä lämmöntuontia Q < 1,0 kJ/mm (esim. hitsaussaumojen tai silloitushitsien pohjapalot). Jos lämmöntuonti on pieni, < 1,0 kJ/mm, esilämmitys määritetään standardin EN 1011-2 menetelmän A mukaisesti.
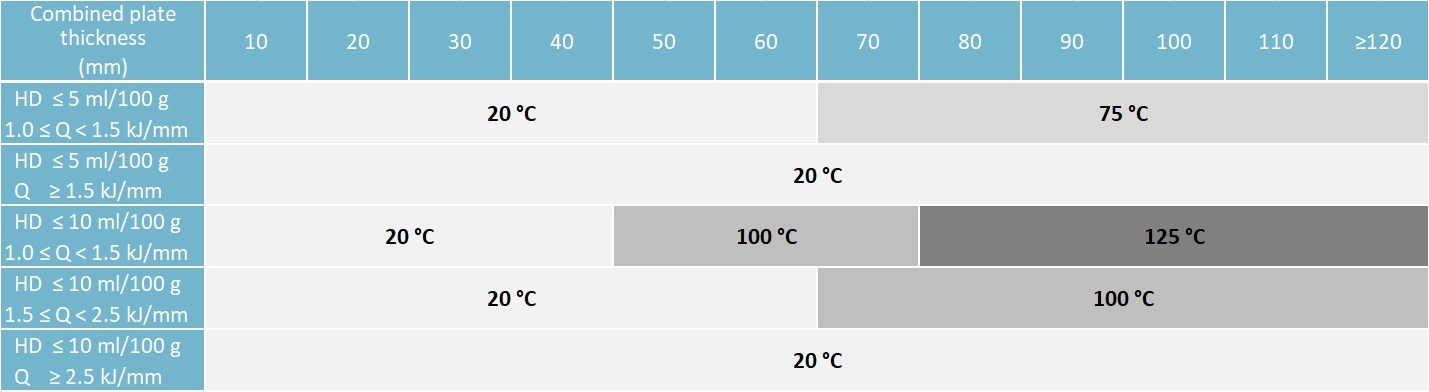
Esilämmityssuositukset SSAB Weathering 420ML- ja 460 ML -teräksille. HD = hitsauslisäaineen diffundoituvan vedyn pitoisuus (ml/100 g) ja Q = hitsauslämmöntuonti (kJ/mm). Kun lämmöntuonti on matalalla tasolla, < 1,0 kJ/mm, esilämmitys määritetään standardin EN 1011-2 menetelmän A mukaisesti. Erittäin paksujen levyjen (yhden levyn paksuus ≥ 40 mm) kanssa kannattaa kuitenkin käyttää esilämmitystä +100...125°C:seen.
Taivutus 20 mm:iin asti:
Sisäpuolen vähimmäistaivutussädettä 2 x t voidaan käyttää sekä pitkittäis- että poikittaissuunnassa 90 asteen kolmipistetaivutuksessa. Vastimen vähimmäisleveyden suositellaan olevan vähintään 10 x t. Taivutusalueen leikattuihin reunoihin tulee kiinnittää erityishuomiota ja kaikki liialliset halkeamat tai purseet tulee poistaa. On myös tärkeää varmistaa, että levyn pinta on virheetön (ei naarmuja) muodonmuutosalueella ennen taivutusta.
Pinta:
Jotta patina näyttäisi mahdollisimman tasaiselta, valssihilse kannattaa poistaa. Tämä voidaan tehdä peittaamalla tai suihkupuhaltamalla.
Lisätietoja teräksen prosessoinnista löytyy SSAB:n esitteistä osoitteesta www.ssab.com tai ottamalla yhteyttä tekniseen tukeen.
Asianmukaisia työturvallisuusohjeita on noudatettava, kun terästä hitsataan, leikataan, särmätään tai työstetään muulla tavoin.