Allgemeine Produktbeschreibung
Duroxite® 200 Pipe wird durch Aufbringen von speziell formulierten, abriebfesten Materialien auf einer unlegierten Stahlgrundplatte mithilfe eines traditionellen Lichtbogenschweißverfahrens hergestellt. Das Auflagematerial ist aus primären, chromreichen Karbiden und raffinierten, mehrfach legierten komplexen Karbiden zusammengesetzt, die gleichmäßig in einer duktilen eutektischen Austenitmatrix verteilt werden. Das auftraggeschweißte Verbundstahlrohr ist mit einer extremen Verschleißfestigkeit für den Einsatz in einer Umgebung mit starkem Gleitverschleiß ausgelegt. Duroxite® 200 Pipe ist mit ein- oder mehrfachen Lagen erhältlich. Schedule 40 und Schedule 80 Stahlrohre können bei der Herstellung von Duroxite® 200 Pipe als Grundrohre verwendet werden. Duroxite® 200 Pipe kann mit Übergang quadratisch zu rund, Winkeln, T- oder Y-förmig oder lang gebogen hergestellt werden
Wichtigste Vorteile
- Gleiche Verschleißresistenz von der Oberfläche bis zu 75 % Tiefe der Auflage garantiert
- Optimale Karbid-Zusammensetzung für eine gute Kombination der Verschleißresistenz und homogene Bindung
- Längere Lebensdauer und bessere Verschleißbeständigkeit, verglichen mit herkömmlichem Chromkarbid-Hartauftragsschweißrohren
Typische Anwendung
Duroxite® 200 Pipe ist in Industriezweigen wie Bergbau, Zementherstellung, Ölsand, Bagger, Recycling und Stahlerzeugung weit verbreitet. Einige besondere Anwendungen beinhalten:
Bergbau
Zement
Ausbaggerung
Stahl
Weitere Informationen zu den Anwendungen finden Sie in der Duroxite® Produktbroschüre.
Standardabmessungen
200 - 600 mm
600 - 900 mm
0.9 - 3.0 m
1.8 - 3.0 m
- Nach Maß geschnitten oder verarbeitet, falls nötig
- Edelstahl oder andere Rohrgüten erhältlich
- Maßgeschneiderte Durchmesserlängen und Dickengrößen sind auf Anfrage erhältlich
- Durchmesser über 0.9 m können aus geformtem Duroxite 200 Blech hergestellt werden
Mechanische Eigenschaften
1) Die Oberflächenhärte wird auf der flachen Maschinenoberfläche genau unter der Auftragsschichtoberfläche gemessen.
2) ASTM G65 – Verfahren A Gewichtsverlust, ist ein normiertes Prüfverfahren zur Messung des abrasiven Verschleißes. Hierzu wird unter trockenen Bedingungen mithilfe des Sand-/Gummirad-Apparats der Reibradtest durchgeführt. Das ASTM G65 Verfahren ist die schwerste Testmethode.
3) Der ASTM G65 Verfahren A Gewichtsverlust-Verschleißtest wird bis 75% der Tiefe der Auftragsmaterialien durchgeführt, um sicherzustellen, dass konsistent eine gute Verschleißresistenz von der obersten Oberfläche bis zur Tiefe von 75% der Auftragsschicht vorhanden ist.
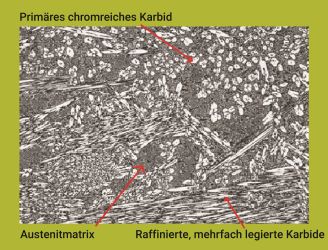
Mikrostruktur
Die Mikrostruktur von Duroxite® 200 enthält primäre chromreiche Karbide und raffinierte, mehrfach legierte komplexe Karbide mit einer typischen Härte von 2500 bis 3000 HK *), die gleichmäßig in einer duktilen eutektischen Austenitmatrix verteilt sind. Die typische Volumenfraktion der primären chromreichen Karbide wird zwischen 30 und 40 % mit 7 bis 10 % mehrfach legierten komplexen Karbiden aufrechterhalten.
*) HK ist die Knoop Mikrohärte, die primär für sehr spröde Materialien verwendet wird.
Verarbeitung und andere Empfehlungen
Schweißen, Schneiden, Formen und Bearbeiten
Empfehlungen finden Sie in der Duroxite® Produktbroschüre oder fragen Sie Ihren lokalen technischen Support-Vertreter.
Sicherheitsvorkehrungen
Beim Schweißen oder Schneiden von Duroxite® Produkten entsteht Rauch, der schädliche, chemisch komplexe und schwer einzustufende Dämpfe und Gase enthält. Die Hauptgiftkomponente in den Dämpfen und Gasen, die bei diesem Prozess entstehen, ist sechswertiges Chrom. Empfohlen werden geeignete Entlüftungsanlagen und Rauchgas-Absaugbrenner sowie geeignete Schutzkleidung und Atemschutz für Bediener.