Description générale du produit
Duroxite® 300 est acier de rechargement composé d’un alliage à base ferreuse déposé sur une tôle d’acier doux. Il est conçu pour résister à une abrasion extrême par frottement, dans des environnements secs et humides (boueux). Il est efficace à température ambiante ou élevée (jusqu’à 600 °C). Ce produit est disponible en couches simples et doubles. Duroxite® 300 est fait de matières abrasives spécialement formulées pour vitrifier chimiquement de manière uniforme, ce qui permet une forte surfusion. Le rechargement comprend une importante quantité de carbures de bore ultra fins, riches en tungstène, niobium et molybdenum avec une granularité limitée à 500 nm. Les carbures de bore sont incorporés dans une matrice ductile qui empêche la délamination prématurée, la nucléation des fissures et le pontage. On obtient alors un produit dont la durée de vie est considérablement augmentée, qui fait preuve d’une résilience élevée, utile pour les applications soumises à une abrasion extrême par frottement. Duroxite® 300 est une excellente alternative aux rechargements en carbure de tungstène.
Principaux avantages
- Résistance extrême à l’usure dans des environnements abrasifs secs et humides grâce à une très grande résilience.
- Alternative moins chère au carbure de tungstène, mais d’une durée de vie équivalente avec une meilleure résistance aux impacts.
- L’épaisseur du rechargement est réduite par rapport aux rechargements classiques, ce qui allège le produit tout en allongeant sa durée de vie.
- D’après nos mesures en laboratoire, en réponse à des impacts intenses et continus, ce produit absorbe 25 % d’énergie d’impact de plus plus qu’une tôle de rechargement classique au chrome.
- Sa dureté est uniforme sur toute l’épaisseur de la tôle : de 67 à 70 HRC pour un rechargement sur une ou plusieurs couches. Il maintient une dureté élevée d’environ 60 HRC après exposition à des températures jusqu’à 600 °C.
- Il maintient une résistance à l’abrasion homogène de la surface jusqu’à une profondeur de 75 % du rechargement.
Types d'applications
Duroxite® 300 est adapté à des applications pour l’exploitation minière, la cimenterie, les sables bitumineux, la production d’acier, la production d’énergie, l’agriculture, le pétrole et le gaz, ainsi que pour la construction. Vous trouverez ci-dessous quelques applications types :
Exploitation minière
Cimenterie
Sables bitumineux
Acier
Énergie
Agriculture
Pétrole et gaz
BTP
Pour plus d’informations sur ces applications, reportez-vous à la brochure produit pour Duroxite®.
Dimensions standard
D'autres tailles et épaisseurs sur mesure peuvent être produites sur demande.
Tailles de plaque standard
D'autres tailles et épaisseurs sur mesure peuvent être produites sur demande.
Propriétés mécaniques
1) La dureté de surface se mesure sur la surface plate usinée sous la surface de rechargement.
2) La norme ASTM G65 définit un essai de résistance à l'abrasion par frottement à l'aide d'un dispositif sable sec/roue en caoutchouc. La procédure A de la méthode ASTM G65 permet de tester l'abrasion la plus forte.
3) Un essai suivant la norme ASTM G65 est réalisé à une profondeur de 75 % des matériaux de rechargement, pour garantir la régularité de la résistance depuis la surface du dessus jusqu'à 75 % de l'épaisseur du rechargement.
4)Un esssai JET avec projection de boue démontre que la résistance de Duroxite® 300 est nettement supérieure à celle d'une plaque d'usure en carbure de chrome (CCO). Dans ce même essai, le revêtement CCO type perd 0.0689 g à un angle d'impact de 20° et 0.0995 g à un angle d’impact de 45°. Pour plus d’informations sur Duroxite® 300 et sa résistance à l'érosion par jet de boue, consultez la brochure Duroxite® – La dernière avancée pour les rechargements, disponible sur ssab.com.
Microstructure
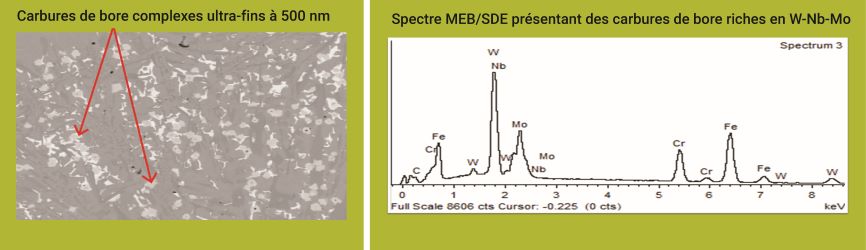
Le rechargement Duroxite® 300 contient une phase complexe de carbures de bore ultra-fins réduits à environ 500 nm dans une matrice ductile. La fraction de volume type de carbures de bore est maintenue entre 60 et 70 % pour former une matrice dure uniforme. L’analyse MEB (Microscopie à balayage électronique) / SDE (Spectrométrie à dispersion d’énergie) du rechargement Duroxite® 300 confirme que les carbures de bore raffinés sont riches en tungstène-niobium-molybdène. Les carbures de bore riches en chrome sont dispersés dans une matrice à base ferreuse. Les carbures de bore ultra-fins sont environ 200 fois plus petits que les carbures de chrome classiques.
Épaisseur
Tolérances selon garanties d'épaisseur Duroxite®.
Les tolérances d'épaisseur totales et d'épaisseur du rechargement peuvent être garanties à ±10 %.
Planéité
La tolérance de planéité des tôles peut être garantie, comme montré ci-dessous, sur une longueur de 1.5 m pour des dimensions inférieures ou égales à 1.5 m x 3.0 m.
Pour les tailles personnalisées, contactez votre représentant commercial ou le centre local Hardox Wearparts pour connaître les garanties de planéité.
Etat de livraison
Duroxite® 300 est livré soudé.
Mise en oeuvre et autres recommandations
Soudure, découpe, formage et usinage
Vous trouverez des recommandations dans la brochure du produit Duroxite®, ou vous pouvez consulter votre représentant local du support technique.
Aptitude au pliage pour les Plaque de rechargement selon garanties de pliage Duroxite®.
Mesures de sécurité
Souder ou couper des produits Duroxite® produit des fumées. Celles-ci contiennent des vapeurs et des gaz nocifs qui peuvent être chimiquement très complexes et difficiles à classer. Le principal composant toxique présent dans les vapeurs et les gaz produits pendant les opérations est le chrome hexavalent. Utilisez un équipement de ventilation par aspiration et des torches de soudage à extraction de fumée, ainsi que des EPI incluant une protection respiratoire.