Lekkie wywrotki ze stali SSAB
AMP, idąc z duchem czasu, zaprojektowała nową lekką wywrotkę na podwozia w segmencie 3,5÷12 t. Było to możliwe dzięki zabiegowi podobnemu, jaki stosuje się przy dużych wywrotkach: przejściu na stal o wysokiej wytrzymałości. Partnerem była firma SSAB. Szwedzka stal konstrukcyjna o wysokich parametrach pozwoliła odchudzić nadwozie o ok 20%, nie zmniejszając jego ładowności. Szczególnie skupiono się na segmencie pojazdów 3,5÷7,5 t, gdzie każdy kilogram jest bardzo ważny. Jak wiadomo, wytrzymałość pojazdu zależy również od sposobu użytkowania. O ile w przypadku dużych samochodów ciężarowych mamy do czynienia ze znacznie wytrzymalszymi podwoziami i bardziej profesjonalnymi użytkownikami, tak w przypadku podwozi o DMC 3,5÷7,5 t świadomość użytkownika i możliwości techniczne są znacznie mniejsze, często nie wybaczają błędów. Dlatego jest bardzo ważne, by projektując wywrotkę wziąć pod uwagę podwozie, na jakie jest ona dedykowana (inne obciążenia zniesie rama ceownikowa, inne skrzynkowa), rozstaw osi (im większy, tym większa podatność na odkształcenia pomiędzy osiami), typ zawieszenia.

Oferowane przez AMP wywrotki są w całości wykonane ze szwedzkich stali SSAB: DOMEX, STRENX i HARDOX.
Rama wywrotki jest wykonana ze stali STRENX 700 MC. Jest to stal konstrukcyjna walcowana na gorąco, przeznaczona do formowania na zimno, o minimalnej granicy plastyczności 700 MPa, umożliwiająca produkcję mocniejszych i lżejszych konstrukcji. Symbol MC oznacza: M – walcowanie termomechanicznie; C – stal o wysokiej podatności do obróbki na zimno. Ramę stanowi przekrój ceowy, zamykany miejscowo w miejscach występowania momentów skręcających, o grubości 3÷5 mm zależnie od DMC.
Skrzynia ładunkowa jest wykonana z dwóch rodzajów stali. Na obramowanie użyto blachy ze stali DOMEX 500 MC o grubości 2 mm. Z analizy MES wynika, że taka grubość jest wystarczająca, a uzyskanie skomplikowanych kształtów na prasach krawędziowych jest mniej uciążliwe. Szkielet (podłużnice i poprzecznice skrzyni) wykonano ze stali STRENX 700 MC o grubości 3 i 4 mm. Otwarte profile w połączeniu z odpowiednim kształtem i zmiennym polem powierzchni przekroju poprzecznego zapewniają małą masę i wysoką wytrzymałość. Jednocześnie konstrukcja nie jest przesztywniona. Ma to duże znaczenie w przypadku pojazdów małej i średniej ładowności, gdzie przesztywnienie powoduje kumulację momentów gnących i skręcających w jednym punkcie, co może doprowadzić do trwałego odkształcenia ramy pojazdu.
Oba gatunki stali zawierają mało pierwiastków stopowych i mają niski równoważnik węgla. Są przez to łatwo spawalne, wymagają wprowadzenia mniejszej energii (ok. 0,5 kJ). Przy tych grubościach spawanie wykonujemy jednym ściegiem. Przy stali 700 o grubości 4-5 mm czasem występuje potrzeba spawania na dwa ściegi. Należy przy tym pamiętać, by temperatura międzyściegowa nie była wyższa niż 100°C. Jeśli spawalibyśmy na dwa ściegi stal 500, skraca się cały proces, bowiem temperatura międzyściegowa nie powinna przekraczać 150°C.
Podłogę wykonano ze stali HARDOX 450. Jest to odporna na ścieranie stal o nominalnej twardości 450 HBW. HARDOX 450 łączy dobrą podatność na gięcie i spawanie z opcją gwarantowanej udarności (HARDOX 450 Tuf). Standardowa grubość podłogi dla podwozia DMC 3,5 t to 2,5 mm. Przy zastosowaniu HARDOX jest ona znacznie wytrzymalsza niż klasyczne rozwiązania, spotykane na rynku. Spawanie podłogi ze stali HARDOX wymaga wprowadzenia większej energii (ok. 1 kJ) niż stali STRENX. Proces spawania przeprowadza się za pomocą jednego ściegu. Łączenie arkuszy odbywa się z wykorzystaniem blaszek startowych (w punkcie start/stop). W technologii spawania bardzo ważne jest przygotowanie powierzchni spawanych. Zastosowano materiał o znacznie podwyższonej wytrzymałości i chcąc ją zachować należy panować nie tylko nad technologią spawania, ale także powierzchnią krawędzi spawanych. Przed spawaniem należy oczyścić łączone krawędzie, usuwając ciała obce, wilgoć, pozostałości oleju czy inne zanieczyszczenia. Metoda czyszczenia zależy od stopnia zabrudzenia.
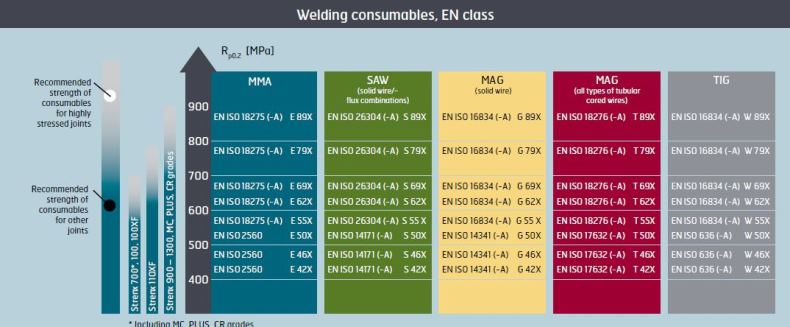
Kolejną bardzo ważną kwestią jest odpowiedni wybór materiałów spawalniczych. Do spawania MAG stosuje się niestopowe i niskostopowe materiały spawalnicze o niewielkiej zawartości wodoru (zawartość wodoru powinna być mniejsza lub równa 5 ml/100 g spoiny metalu). Tak niską zawartość wodoru w spoinie zapewnia spawanie drutem litym. W przypadku omawianej grupy materiałów wystarczający będzie drut spawalniczy o maksymalnej wytrzymałości na rozciąganie 500 MPa. Znacznie ułatwia i przyśpiesza to pracę, jeśli mamy przygotowane tylko jedno narzędzie spawalnicze. W AMP, chcąc uzyskać maksymalną wydajność bez straty czasu, przygotowano kilka automatów spawalniczych, wyposażonych w dedykowany drut spawalniczy do każdej stali indywidualnie. Dobierając drut spawalniczy kierujemy się wytycznymi producenta stali, wykazanymi w poniższych tabelach.
Jako gaz osłonowy wykorzystuje się klasycznie, jak dla stali niestopowych i niskostopowych, mieszankę argonu i dwutlenku węgla, w proporcji 18-20% CO2 w argonie. Czasem do spawania elementów o większej grubości (powyżej 10 mm) do mieszanki dodaje się małą ilość tlenu, w celu stabilizacji łuku i zmniejszenia ilości rozprysków. Przepływ gazu jest zależny od procedury spawania.
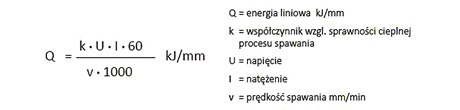
Ilość wprowadzonego ciepła definiuje się jako ilość energii dostarczonej do materiału bazowego na jednostkę długości. Współczynnik sprawności cieplnej k zależny jest od sposobu spawania. Jego wartość dla poszczególnych metod zestawiono w tabeli.
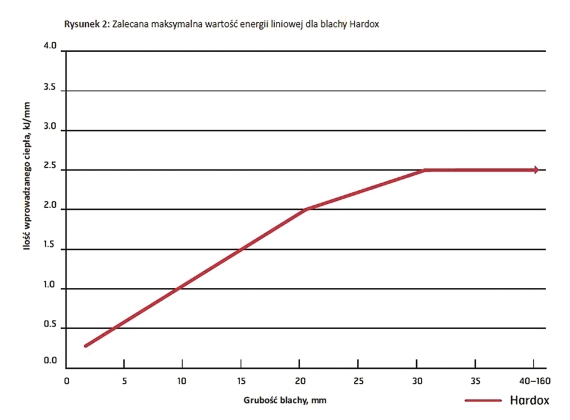
Nadmierna ilość wprowadzonego podczas spawania ciepła zwiększa szerokość strefy wpływu ciepła (HAZ), co obniża właściwości mechaniczne materiału. Zmniejsza się także odporność na ścieranie w strefie wpływu ciepła, co ma szczególne znaczenie dla stali trudnościeralnych HARDOX. Zbyt niska ilość wprowadzonego ciepła znacznie obniża udarność. Spawanie z odpowiednią ilością wprowadzonego ciepła niesie ze sobą wiele korzyści: mniejsze odkształcenie (szczególnie przy spawaniu jednościegowym), lepszą udarność spawanego złącza, większą wytrzymałość spoiny.
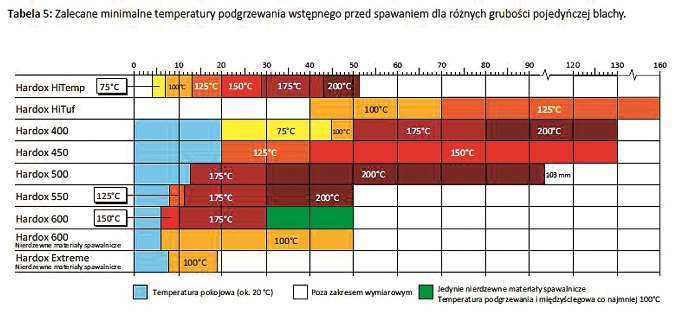
Temperatura podgrzania, choć bardzo istotna, w tym przypadku nie odgrywa żadnej roli. Dla stosowanych przez AMP grubości materiałów za temperaturę podgrzania uznaje się temperaturę pokojową. Dzieje się tak za sprawą braku lub znacznego ograniczenia pierwiastków stopowych oraz znacznie obniżonego równoważnika węgla. Temperatura międzyściegowa, jak już wcześniej pisaliśmy, dla stali STRENX 700 to 100°C (w tym przypadku grubość jest na tyle niewielka, że spawamy jednym ściegiem), a dla DOMEX 500 – 150°C (tu także z racji niewielkiej grubości spawamy jednym ściegiem). W przypadku Hardox 450 wynosi ona ok. 225°C.
Odkształcenia, deformacje i przepalenia zależne są od grubości materiału i metody spawania. Oczywiste jest, że im cieńszy materiał, tym łatwiej o wspomniane defekty, co wpływa nie tylko na estetykę, tolerancję wymiarową całej konstrukcji, ale także jej wytrzymałość.
Występowanie odkształceń podczas spawania można ograniczyć przez:
- spawanie z odpowiednią ilością ciepła wprowadzonego,
- przestrzeganie temperatur międzyściegowych,
- zmniejszanie do minimum przekrojów poprzecznych spoiny,
- zastosowanie odpowiednich przegięć i ustawień,
- stosowanie regularnych wielkości szczelin spawalniczych,
- stosowanie spoin symetrycznych,
- spawanie od obszarów usztywnionych po luźne końce,
- zagęszczenie spoin sczepnych.
Aspekt ekonomiczny
Nie ulega wątpliwości, że stal konstrukcyjna o wysokiej wytrzymałości jest droższa od standardowych. Bardziej kosztowna jest także technologia obróbki i proces produkcji nadwozia. Całość w pewnym stopniu rekompensuje mniejsze zapotrzebowanie materiałowe, w związku z czym znacznie lepszy i sporo lżejszy produkt jest w zasięgu ręki za cenę większą o 5-7%. Wywrotka o udźwigu technicznym 4 t o wymiarach 3500x1970x400 mm po zmianie technologii wykonania nie zmniejszyła swoich możliwości załadunkowych, nadal ma siłownik 7,5t, za to jej masa spadła z 680 do 560 kg.
Zastosowane profile burtowe Fuhrmann są wykonywane ze stali DOMEX 350 o grubości nawet 1,25 mm. Odpowiednie profilowanie i laserowe spawanie ciągłe pozwalają uzyskać burty bardzo lekkie, wytrzymałe i szczelne (co zapobiega wnikaniu wody). Masa w wykonaniu stalowym dla wysokości 400 mm i grubości 1,25 mm to zaledwie 6,8 kg/m. Dla lepszego zobrazowania: aluminiowe burty ważą od 4,4 kg/m.
Normy drutu spawalniczego dla stali HARDOX
| Metoda spawania | Klasyfikacja AWS | Klasyfikacja EN | ||
| MAG/GMAW, drut spawalniczy lity | AWS 5.9 ER307 | Zalecane: |
Normy drutu spawalniczego dla stali STRENX
Ilość ciepła wprowadzonego potrzebnego do wykonania spoiny.
Zalecana maksymalna wartość energii liniowej dla blachy HARDOX.
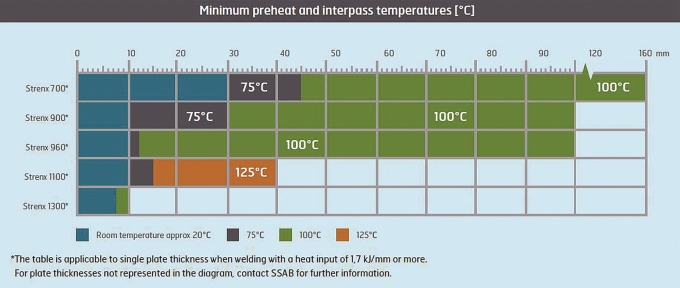
Minimalne zalecane temperatury podgrzewania i temperatury międzyściegowe stali STRENX w funkcji grubości blachy.
Zalecane minimalne temperatury temperatury podgrzewania i temperatury międzyściegowe stali HARDOX w funkcji grubości blachy.