Общее описание продукции
SSAB Weathering 460ML – это термомеханически прокатанная конструкционная сталь с высокой стойкостью к атмосферным воздействиям. Этот материал обладает превосходными эксплуатационными свойствами. Качество поверхности, точность размеров и стабильность свойств являются одними из лучших на рынке. Благодаря исключительным свойствам, эта сталь хорошо подходит для экологически устойчивого строительства и способствует развитию деятельности с бережным отношением к окружающей среде.
Сталь SSAB Weathering 460ML придаёт явные преимущества для таких тяжёлых конструкций, как стальные мосты. Благодаря превосходной стойкости к атмосферной коррозии для стальных конструкций не требуются лакокрасочные либо другие покрытия. Таким образом, в случаях, когда допустимо оформление поверхности тёмно-коричневой патиной, можно добиться существенной экономии средств. Вместе с тем, данный материал можно подвергать механическому травлению и окраске теми же способами, что и обычную сталь. Благодаря особому легированию лакокрасочное покрытие служит примерно вдвое дольше, чем на обычной стали.
По своим антикоррозийным свойствам сталь SSAB Weathering 460ML значительно превосходит обычную конструкционную сталь, которая широко применяется для внешних конструкций. Повышенная стойкость к атмосферным воздействиям обеспечивается патиной, формирующейся в результате процессов окисления. Поверхность с элегантной коричневой патиной выгодно выделяется в архитектурном плане. Сначала патина приобретает желтоватый цвет, а по истечении времени становится тёмно-коричневой.
Сталь SSAB Weathering 460ML отвечает требованиям стандарта EN 10025-5 по отношению к стали S460J5W+M или превосходит их. По согласованию сталь может поставляться с двойной сертификацией.
Типоразмерный ряд
Сталь SSAB Weathering 460ML поставляется в листах толщиной от 8.0 до 65.0 мм.
Механические свойства
(ммin)
(ммin)
(мин МПа)
(МПа)
(min %)
(ммin)
(ммin)
(мин МПа)
(МПа)
(min %)
(ммin)
(ммin)
(мин МПа)
(МПа)
(min %)
(ммin)
(ммin)
(мин МПа)
(МПа)
(min %)
Испытания на растяжение проводятся по стандартам EN 10025-1 и EN 10025-5 перпендикулярно направлению прокатки.
СертификатыСталь SSAB Weathering 460ML поставляется с двумя сертификатами:
EN 10204-3.1 на сталь SSAB Weathering 460ML и S460J5W+M.
Ударная вязкость
Химический состав (ковшевая проба)
(max %)
(max %)
(max %)
(max %)
(max %)
(max %)
(max %)
(max %)
(max %)
Углеродный эквивалент

Допуски
Толщина соответствует 3⁄4 значений стандарта EN 10029, класс A. Ширина и длина в соответствии со стандартом EN 10029.
Плоскостность 6 мм/м.
Качество поверхности в соответствии с требованиями стандарта EN 10163-2, класс A, подкласс 3.
Условия поставки
Термомеханическая прокатка (M).
Возможна поставка в грунтованном состоянии после травления.
Рекомендации по обработке
Сварка
Сталь SSAB Weathering ML отличается чрезвычайно высокой пригодностью к сварке. Термомеханически обработанная сталь демонстрирует высокую стойкостью к водородному растрескиванию и низкую потребность в предварительном нагреве. Могут использоваться все традиционные методы сварки. Если сварная конструкция должна быть изготовлена в соответствии со стандартом EN 1090-2, выбор сварочных материалов также должен соответствовать этому стандарту.
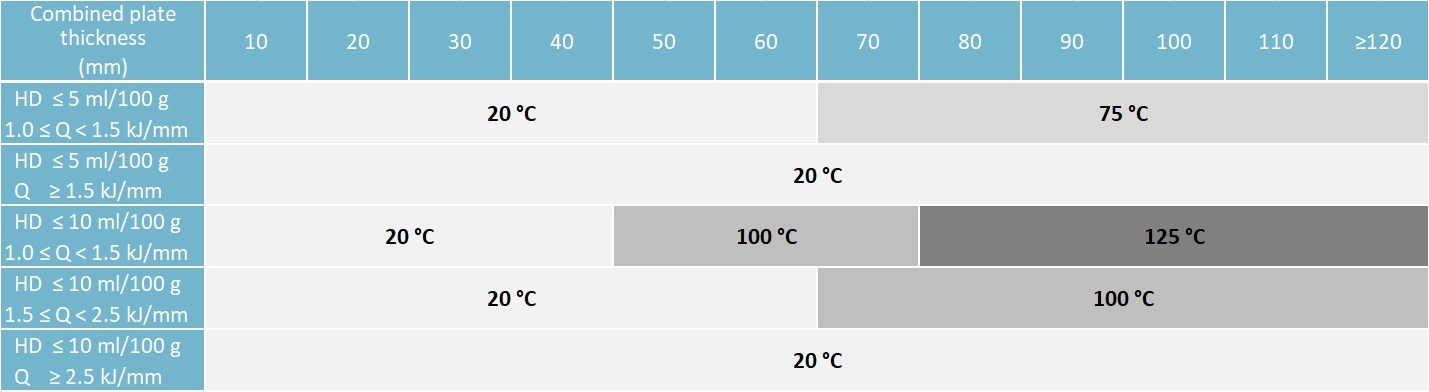
Рекомендуемая температура предварительного нагрева зависит от углеродного эквивалента основного и сварочных материалов (CEV), тепловложения (Q), содержания водорода в сварочных материалах (HD) и общей толщины сварных швов (мм) в соответствии со стандартом EN 1011-2 (метод A).
Выбор сварочных материалов с низким содержанием водорода (HD ≤ 5 мл / 100 г) сводит к минимуму риск водородного растрескивания и уменьшает потребность в предварительном нагреве. Сталь SSAB Weathering ML отличается относительно низкими показателями углеродного эквивалента. Согласно стандарту EN 1011-2, в большинстве случаев предварительный нагрев не требуется при использовании сварочных материалов с низким содержанием водорода и тепловложении (Q) ≥ 1,5 кДж/мм.
При использовании сварочных материалов с высоким содержанием водорода (5 ≤ HD ≤ 10 мл / 100 г) и тепловложении Q < 2,5 кДж/мм рекомендуется предварительный нагрев. В большинстве случаев предварительный нагрев не требуется даже при использовании сварочных материалов с высоким содержанием водорода, если тепловложение при сварке (Q) составляет ≥ 2,5 кДж/мм.
Тем не менее, из-за высоких напряжений, которые могут возникать в конструкциях из толстолистовой стали, для листов толщиной ≥ 40 мм целесообразно применять минимальный предварительный нагрев до +100...125°C. Предварительный нагрев также рекомендуется при чрезвычайно малом тепловложении (Q < 1,0 кДж/мм), например, при корневом проходе или использовании прихваточного шва. В случае низкого тепловложения (< 1,0 кДж/мм) предварительный нагрев должен определяться по стандарту EN 1011-2, метод А.
Рекомендации по предварительному нагреву стали SSAB Weathering 355ML, 420ML и 460 ML. HD – содержание диффундирующего водорода в сварочных материалах (мл/100 г), Q – тепловложение при сварке (кДж/мм). В случае низкого тепловложения (< 1,0 кДж/мм) предварительный нагрев должен определяться по стандарту EN 1011-2, метод А. Тем не менее, для толстолистовой стали (толщина листа ≥ 40 мм) целесообразно применять минимальный предварительный нагрев до +100…125°C.
Формовка при толщине до 20 мм
Минимальный внутренний радиус изгиба (2 x t) может использоваться как в продольном, так и в поперечном направлении при трёхточечной гибке под углом 90°. Минимальная рекомендуемая ширина гибочной матрицы – 10 x t. Следует обращать особое внимание на обрезные кромки в области изгиба, все чрезмерные трещины и заусенцы должны быть удалены. Также перед гибкой важно убедиться в отсутствии дефектов на поверхности листа в области, подвергаемой деформации (отсутствие царапин).
Поверхность
Для получения равномерной патины привлекательного вида рекомендуется зачистка поверхности. Для этого можно использовать травление или дробеструйную обработку.
Информацию об обработке можно найти в брошюрах SSAB на сайте www.ssab.com или связаться с технической поддержкой.
Необходимо соблюдать меры предосторожности при гибке, сварке, резке, шлифовании и других механических обработках.