Descrizione generale del prodotto
Duroxite® Roller Wire è un filo di saldatura animato in aria libera per la riparazione di rulli nell'industria del cemento, dell'energia e dell'acciaio, attraverso un processo di saldatura ad arco aperto. Il deposito di saldatura contiene materiali resistenti all'abrasione, composti da una elevata percentuale di carburi primari M7C3 ricchi di cromo ed estremamente duri con una durezza standard di 1700 HK*). I carburi sono dispersi uniformemente in una matrice duttile di austenite eutettica. Oltre a un ricco contenuto di cromo nel filo, vengono aggiunte leghe di molibdeno e nichel per migliorare la tenacità della sovrapposizione, rafforzare la matrice, affinare le dimensioni dei carburi. Questo aumenta la resistenza all'abrasione e prolunga la durata. Duroxite® Roller Wire è progettato per la rimessa a nuovo di rulli usurati con saldatura a cordoli di rinforzo. Il filo è adatto per la saldatura su superfici curve ed è possibile depositare più strati fino a uno spessore di 75 mm (3''). Il preriscaldo, la temperatura di interpass e i trattamenti termici della saldatura di posa seguono le raccomandazioni del metallo di base. Rivela in modo naturale le cricche dopo la saldatura.
*) HK è la microdurezza Knoop utilizzata principalmente per materiali molto fragili.
Principali vantaggi
- Resistenza all'usura costante e garantita, dalla superficie fino al 75% di profondità del riporto.
- Una formulazione ottimale della lega, che forma una composizione al carburo per assicurare una buona combinazione di resistenza all'usura e un'incollatura omogenea.
- È possibile saldare fino a uno spessore di 75 mm (3'') per ricostruire rulli usurati da un'usura estrema e riportarli al loro design originale.
Applicazioni standard
Duroxite® Roller Wire è progettato principalmente per riparare le parti soggette a usura dei rulli che lavorano a temperature fino a 350 °C (660 °F). Esempi tipici sono i rulli dei mulini verticali per cemento e i rulli dei polverizzatori di carbone.
Dimensioni standard
Proprietà meccaniche
1) La durezza superficiale viene misurata su una superficie piana lavorata appena al di sotto della superficie del riporto.
2) ASTM G65 è un test standardizzato che misura la resistenza all'abrasione da strisciamento utilizzando un apparecchio a ruota con sabbia/gomma. ASTM G65-Procedura A è il metodo di prova più severo in assoluto.
3) La prova di resistenza all'usura ASTM G65 è condotta al 75% di profondità del materiale del riporto, per assicurare una resistenza all'usura costante dalla superficie fino a una profondità del 75% del riporto stesso.
Risultati dei test per le proprietà meccaniche
I risultati dei test per le proprietà meccaniche, la composizione chimica dei depositi di riporto, la durezza superficiale e la perdita di peso ASTM G65-A sono stati ottenuti da una saldatura prodotta e testata secondo gli standard prescritti e non devono essere considerati come risultati attesi in una particolare applicazione o saldatura. I risultati effettivi variano a seconda di molti fattori, tra cui, a titolo esemplificativo ma non esaustivo, la procedura di saldatura, la chimica del substrato e la temperatura di lavoro, la progettazione della saldatura e i metodi di fabbricazione. Prima dell'uso si raccomanda agli utenti di verificare mediante test di qualifica o altri mezzi appropriati l'idoneità di qualsiasi materiale di consumo e della procedura di saldatura.
Composizione Chimica
(%)
(%)
(%)
(%)
(%)
(%)
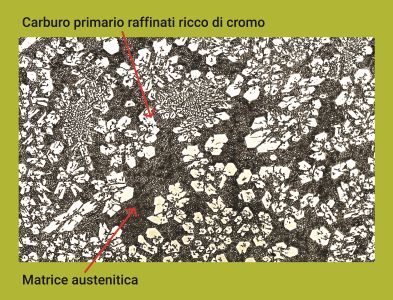
Microstruttura
La microstruttura di Duroxite® Roller Wire è composta da una percentuale elevata di carburi primari estremamente duri, ricchi di cromo M7C3 e con una durezza standard di 1700 HK, dispersi uniformemente in una matrice duttile di austenite eutettica. La frazione volumetrica di carburi primari viene mantenuta fra il 30 e il 50% per fornire una buona combinazione di resistenza all'usura e un legame omogeneo.
Consigli di saldatura
Raccomandazioni per i parametri di saldatura
Recupero: 90%
Condizioni di fornitura
Trasformazione e altri suggerimenti
I componenti con riporti saldati possono essere lavorati mediante saldatura, taglio, formatura e lavorazione meccanica. Per raccomandazioni specifiche, consulta la brochure dei prodotti Duroxite® o rivolgiti all'assistenza tecnica della tua zona.
Misure di sicurezza
Durante la saldatura o il taglio di prodotti Duroxite®, viene prodotto del fumo contenente gas nocivi che sono altamente complessi e difficili da classificare. La principale componente tossica dei fumi e dei gas prodotti nel processo è il cromo esavalente. Si raccomanda l'uso di un'adeguata apparecchiatura di ventilazione e di torce per l'estrazione dei fumi, nonché di adeguati indumenti protettivi e di protezioni per le vie respiratorie degli operatori.