Descripción general del producto
El acero SSAB Weathering 420ML es un acero estructural laminado termomecánicamente que ofrece una buena resistencia a las condiciones atmosféricas. Este acero presenta unas excelentes propiedades de uso. La calidad de su superficie, precisión dimensional y propiedades homogéneas se encuentran entre las mejores del mercado. Gracias a sus buenas propiedades, estos aceros impulsan las construcciones respetuosas con el medio ambiente y un desarrollo sostenible.
El acero SSAB Weathering 420ML ofrece claras ventajas de rendimiento en estructuras de acero pesadas tales como puentes. Gracias a su excelente resistencia a la corrosión atmosférica, no requiere recubrimientos adicionales, como el pintado de estructuras de acero. Esto ofrece unas ventajas significativas en cuanto a costes en aplicaciones en las que se desea obtener una pátina marrón oscuro en la superficie del acero. Sin embargo, la superficie de acero se puede granallar y pintar empleando los mismos métodos utilizados para pintar calidades de acero normales. Como resultado de la aleación especial del acero, la vida útil de la pintura es aproximadamente el doble que la de una calidad de acero estándar pintado.
Las propiedades anticorrosión del acero SSAB Weathering 420ML son mucho mejores que las de los aceros estructurales ordinarios que se utilizan habitualmente en multitud de aplicaciones en exteriores. La resistencia mejorada a las condiciones atmosféricas se basa en la capa de óxido, es decir, en la pátina. La elegante superficie patinada marrón se distingue arquitectónicamente. Primero, la pátina empieza a amarillear y con el paso del tiempo adquiere un color marrón más oscuro.
El acero SSAB Weathering 420ML cumple o supera los requisitos del acero S420J5W+N indicados en la norma EN 10025-5. Certificación doble y marcado CE disponibles a petición.
Rango de dimensiones
El acero SSAB Weathering 420ML está disponible en espesores de 8.0 a 65.0 mm.
Propiedades mecánicas
(mmin)
(mmin)
(min MPa)
(MPa)
(min %)
(mmin)
(mmin)
(min MPa)
(MPa)
(min %)
(mmin)
(mmin)
(min MPa)
(MPa)
(min %)
(mmin)
(mmin)
(min MPa)
(MPa)
(min %)
El ensayo de tracción se lleva a cabo en sentido transversal a la dirección de laminado conforme a las normas EN 10025-1 y EN 10025-5.
Certificados:El acero SSAB Weathering 420ML le ofrece dos certificados diferentes:
EN 10204-3.1 para el acero SSAB Weathering 420ML y el acero S420J5W+M.
Propiedades de impacto
Composición química (análisis de colada)
(max %)
(max %)
(max %)
(max %)
(max %)
(max %)
(max %)
(max %)
(max %)
Contenido en carbono equivalente CET(CEV)
(máx %)

Tolerancias
El espesor corresponde a ¾ en relación a la norma EN 10029, clase A. Anchura y longitud conforme a la norma EN 10029.
Planicidad 6 mm/m.
Superficie de conformidad con la norma EN 10163-2, clase A, subclase 3.
Condiciones de entrega
Laminado termo-mecánicamente (M).
Se puede pedir en estado granallado e imprimado.
Producción y otras recomendaciones
Soldadura:
La soldabilidad del acero SSAB Weathering ML es excelente. Los aceros procesados termomecánicamente poseen una óptima resistencia al agrietamiento por hidrógeno y requieren menos precalentamiento. Pueden usarse todos los métodos de soldadura convencionales. Si la estructura soldada se va a realizar de acuerdo con la norma EN 1090-2, la selección de consumibles de soldadura aceptables deberá realizarse conforme a esta norma.
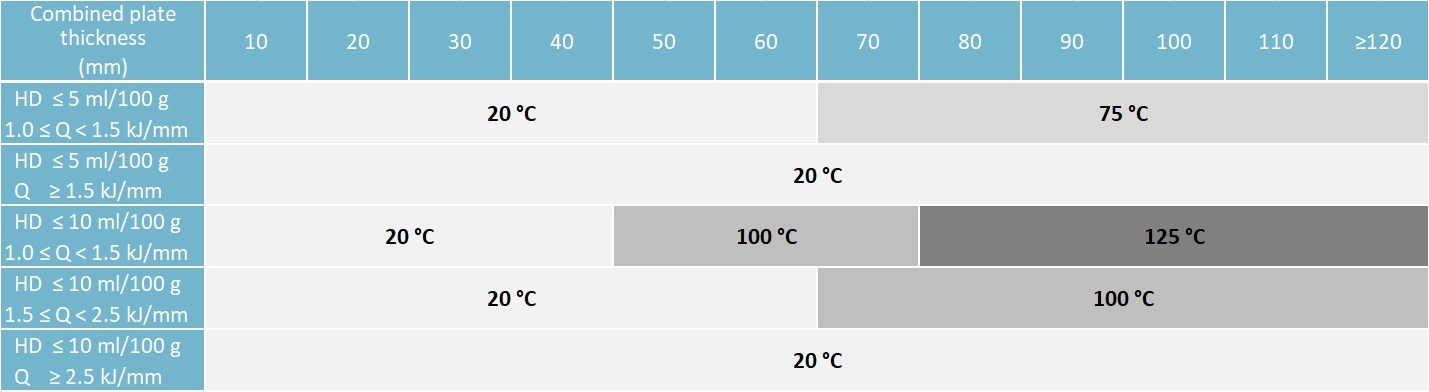
La temperatura de precalentamiento recomendada depende del equivalente de carbono CEV del material base y de los consumibles de soldadura, del aporte de calor aplicado (Q), del contenido de hidrógeno de los consumibles de soldadura (HD) y del grosor combinado de la configuración de la junta soldada (mm) de acuerdo con la norma EN 1011-2 (método A).
La elección de consumibles de soldadura con bajo contenido de hidrógeno (HD ≤ 5 ml/100 g) minimizará el riesgo de agrietamiento por hidrógeno y reducirá la necesidad de precalentamiento. Los aceros SSAB Weathering ML tienen unos valores de CEV relativamente bajos. De acuerdo con la norma EN 1011-2, método A, en la mayoría de los casos no se requiere precalentamiento cuando se utilizan consumibles de soldadura con bajo contenido de hidrógeno y el aporte de calor de soldadura es Q ≥ 1,5 kJ/mm.
Si la soldadura se realiza con consumibles de soldadura con un alto contenido de hidrógeno (5 ≤ HD ≤ 10 ml / 100 g) y con un aporte de calor Q < 2,5 kJ/mm, se recomienda el precalentamiento. En la mayoría de los casos, el precalentamiento no es necesario, ni siquiera con consumibles de soldadura con alto contenido de hidrógeno, si el aporte de calor de soldadura es Q ≥ 2,5 kJ/mm.
Sin embargo, con chapas muy gruesas (espesor de chapa ≥ 40 mm), siempre resulta útil un precalentamiento mínimo de 100- 125 °C debido a las altas tensiones que pueden encontrarse en tales estructuras. También se recomienda el precalentamiento si el aporte de calor es muy bajo, Q < 1,0 kJ/mm (por ejemplo, raíz del cordón de soldadura o soldadura por puntos). En el caso de aportes de calor bajos < 1,0 kJ/mm, el precalentamiento debe determinarse de acuerdo con la norma EN 1011-2, método A.
Recomendaciones de precalentamiento para los aceros SSAB Weathering 420ML y 460 ML. HD = contenido de hidrógeno difusible de los consumibles de soldadura (ml/100 g) y Q = aporte de calor de soldadura (kJ/mm). En el caso de aportes de calor bajos < 1,0 kJ/mm, el precalentamiento debe determinarse de acuerdo con la norma EN 1011-2, método A. Sin embargo, con chapas muy gruesas (espesor de chapa ≥ 40 mm), siempre resulta útil precalentar a +100-125 °C.
Conformado de hasta 20 mm:
El radio mínimo de plegado interior de 2 x t puede utilizarse tanto en sentido longitudinal como transversal en un plegado de tres puntos de 90 grados. Se recomienda que la anchura mínima de troquel sea de al menos 10 x t. Se debe prestar una atención especial a los bordes cortados de la zona de plegado y eliminar cualquier fisura o rebaba. También es importante asegurarse de que la superficie de la chapa no presenta defectos (no esta arañada) en la zona de deformación antes del plegado.
Superficie:
Recomendamos descascarillar la superficie para lograr una pátina aún más atractiva. Esto se puede realizar mediante decapado o granallado.
Para obtener información sobre la fabricación, consulte los folletos de SSAB en www.ssab.com o póngase en contacto con Tech Support.
Deberán adoptarse precauciones de salud y seguridad adecuadas a la hora de plegar, soldar, cortar, rectificar o, en definitiva, al trabajar este producto.