产品概述
Duroxite® 辊焊丝是一种药芯焊丝,用于采用明弧焊接工艺的水泥和发电行业的辊修复。堆焊层含有耐磨材料,该材料由高比例的极硬初级M7C3富铬碳化物组成,其典型硬度为1700 HK*)。碳化物均匀分布在可延展的共晶奥氏体基体中。碳化物均匀分布在延性共晶奥氏体基体中。焊丝中除富含铬外,还添加钼,以提高堆焊层的韧性,强化基体,细化碳化物尺寸,从而提高耐磨性,延长使用寿命。Duroxite® Roller Wire设计用于翻新带直线焊道的磨损辊。该焊丝适合在弯曲表面上进行焊接,可用于厚度达75mm(3")的多层沉积。根据对母材的建议,按照需要进行预热、层间温度控制和焊后热处理。焊接后自然显示出消除应力的裂纹。
*) HK是努普硬度,主要用于脆性材料。
主要优点
- 从堆焊层表面至75%的深度可确保相同的耐磨性
- 优化的合金配比形成碳化物组份,提供良好耐磨性和均匀结合性
- 堆焊厚度达75 mm(3"),可将极度磨损的辊子恢复如初。
典型应用
Duroxite® Roller Wire主要用于修复在高达350°C(660°F)的温度下工作的磨损辊子零件。典型示例包括水泥立式磨辊和煤粉碎辊。
标准尺寸
机械性能
1)表面硬度在堆焊面之下的机加工面上进行测量。
2) ASTM G65是用干砂/橡胶轮装置测定滑动磨蚀的标准试验方法。ASTM G65试验方法A是最严苛的试验方法。
3) ASTM G65磨损测试在堆焊材料的75%深度进行,以确保从堆焊顶面至75%的深度都保持一致的良好耐磨性。
机械性能的测试结果
机械性能、堆焊层化学成分、表面硬度和ASTM G65-A重量损失的测试结果是从根据规定标准制作和测试的焊缝获得的,不应假设其是特定应用或焊接的预期结果。实际结果取决于许多因素,包括但不限于焊接工艺、基材化学成分和工作温度、焊接设计和制造方法。在用于预期应用之前,用户应通过资格测试或其他适当的方式确认任何焊接耗材和程序的适用性。
化学成分
(%)
(%)
(%)
(%)
(%)
(%)
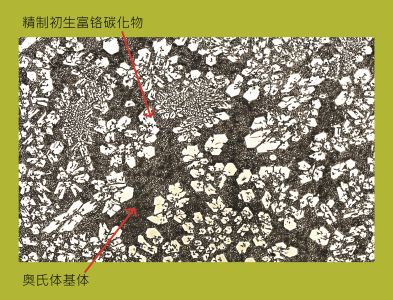
微观结构
Duroxite® Roller Wire的微观结构是由均匀分布在可延展的共晶奥氏体基体上的高比例极硬初级M7C3富铬碳化物组成,其典型硬度为1700 HK。初级碳化物的体积百分率保持在30至50%之间,以提供良好的耐磨性和均匀粘合性。
焊接建议
焊接参数建议
回收: 90%
交货条款
制造和其它建议
堆焊组件可以通过焊接、切割、成形和机加工来进行加工。具体建议可以在 Duroxite® 产品手册中找到,也可以咨询您当地的技术支持代表。
安全注意事项
在焊接或切割 Duroxite® 产品时,会产生有害的烟雾和气体,它们的化学成分非常复杂 且难以界定。在此过程中产生的烟雾和气体中的主要有毒成分是六价铬。 建议使用适当的排气通风设备和排烟焊枪,以及合适的防护服和 为操作人员提供的呼吸防护装置。