Általános termékleírás
Az SSAB Weathering 460ML acélminőség termomechanikusan hengerelt, jó időjárásállóságot kínáló szerkezeti acél. Ez az acél kiváló használhatósági jellemzőkkel rendelkezik. Felületminősége, méretpontossága és tulajdonságainak egyenletessége a piacon elérhető legjobbak közé tartozik. Jó tulajdonságaiknak köszönhetően ezek az acélok elősegítik a környezetbarát konstrukciók létrehozását és a fenntartható fejlődést.
Az SSAB Weathering 460ML acél egyértelmű teljesítménybeli előnyöket biztosít a nehéz acélszerkezetek, például a hidak számára. A légköri korrózióval szembeni kiváló ellenállóképességének köszönhetően nincs szükség további bevonatokra, például az acélszerkezetek festésére. Ezért jelentős költségelőny érhető el az olyan alkalmazásokban, ahol sötétbarna patinára van szükség az acél felületén. Az acélfelület szemcseszórását és festését a hagyományos acélminőségek festésekor alkalmazott módszerekkel lehet elvégezni. A speciális acélötvözet eredményeként a festés élettartama körülbelül kétszerese a hagyományos acélminőségek festéséhez képest.
Az SSAB Weathering 460ML korróziógátló tulajdonságai sokkal jobbak, mint a számos kültéri alkalmazásban általánosan használt hagyományos szerkezeti acéloké. A fokozott időjárásállóság alapja az oxidréteg, azaz a patina. Az elegáns barna színű, patinás felület építészetileg egyedülálló. A patina először sárgás színű lesz, majd az idő múlásával a szín sötétebb barnává válik.
Az SSAB Weathering 460ML acél megfelel az EN 10025-5 szabványban szereplő S460J5W+M acélminőségre vonatkozó követelményeknek, vagy meghaladja azokat. Kettős minőségtanúsítás és CE-jelölés külön kérésre lehetséges.
Mérettartomány
Az SSAB Weathering 460ML acéltermékek 8.0 - 65.0 mm-es vastagságban érhetők el.
Mechanikai jellemzők
(mmin)
(mmin)
(min MPa)
(MPa)
(min %)
(mmin)
(mmin)
(min MPa)
(MPa)
(min %)
(mmin)
(mmin)
(min MPa)
(MPa)
(min %)
(mmin)
(mmin)
(min MPa)
(MPa)
(min %)
A szakítóvizsgálatot a hengerlési irányhoz képest keresztirányban végzik az EN 10025-1 és az EN 10025-5 szabványnak megfelelően.
Tanúsítványok:Az SSAB Weathering 460ML acél két különböző tanúsítványt biztosít:
EN 10204-3.1 az SSAB Weathering 460ML és az S460J5W+M acélminőséghez.
Ütőmunka jellemzők
Kémiai összetétel (adagelemzés)
(max %)
(max %)
(max %)
(max %)
(max %)
(max %)
(max %)
(max %)
(max %)
Karbonegyenérték

Tűrések
Vastagság az EN 10029 szabvány A osztálytának ¾-étől. Szélesség és hosszúság az EN 10029 szabvány szerint.
Síklapúság 6 mm/m.
Felület az EN 10163-2 szabvány A osztálya 3. alosztályának megfelelően.
Szállítási feltételek
Termomechanikusan hengerelt (M).
Szemcseszórt és alapozott felülettel is rendelhető.
Megmunkálási és egyéb ajánlások
Hegesztés:
Az SSAB Weathering ML acél hegeszthetősége kiváló. A termomechanikusan feldolgozott acélok jól ellenállnak a hidrogén okozta repedéseknek és kisebb előmelegítésre van szükség. Minden hagyományos hegesztési módszer alkalmazható. Ha a hegesztett szerkezetet az EN 1090-2 szabvány előírásai szerint kell elkészíteni, az alkalmazandó hegesztőanyagokat az EN 1090-2 szabvány szerint kell megválasztani.
Az ajánlott előmelegítési hőmérséklet az alapanyag és a hegesztési segédanyagok CEV karbon egyenértékétől, az alkalmazott hőbeviteltől (Q), a hegesztőanyagok hidrogéntartalmától (HD) és a hegesztett kötés vastagságától (mm) függ az EN 1011-2 szabványnak megfelelően (A módszer).
Az alacsony hidrogéntartalmú hegesztőanyagok (HD ≤ 5 ml/100 g) alkalmazása minimalizálja a hidrogén okozta repedés kockázatát, és csökkenti az előmelegítés szükségességét. Az SSAB Weathering ML acélok viszonylag alacsony CEV-értékekkel rendelkeznek. Az EN 1011-2 szabvány A módszere szerint a legtöbb esetben nincs szükség előmelegítésre, amennyiben alacsony hidrogéntartalmú hegesztőanyagokat használnak, és a hegesztési hőbevitel Q ≥ 1,5 kJ/mm.
Ha a hegesztés magas hidrogéntartalmú hegesztőanyagokkal (5 ≤ HD ≤ 10 ml / 100 g) és Q < 2,5 kJ/mm hőbevitel mellett történik, az előmelegítés ajánlott. A legtöbb esetben az előmelegítésre még magas hidrogéntartalmú hegesztőanyagok esetén sincs szükség, ha a hegesztési hőbevitel Q ≥ 2,5 kJ/mm.
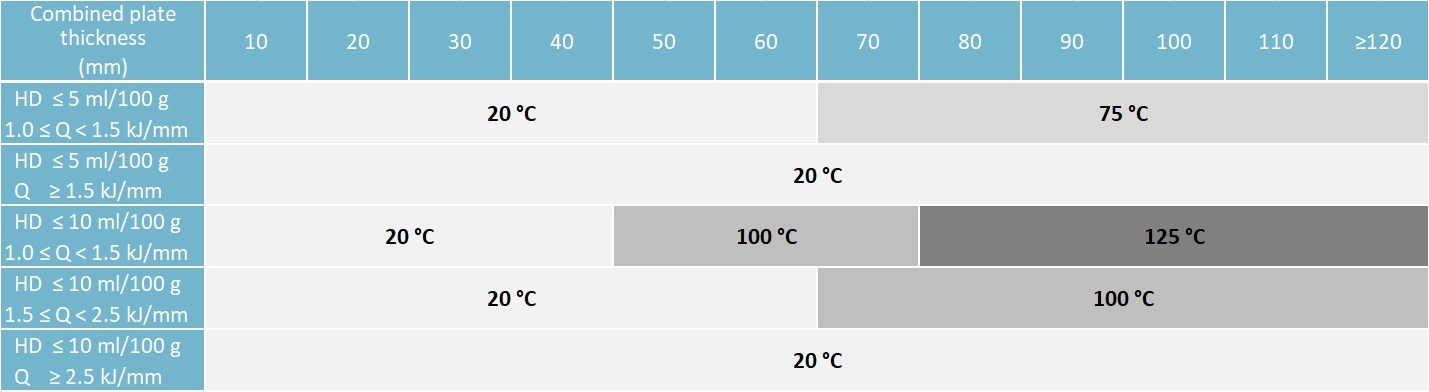
A nagyon vastag lemezek (egyszeres lemezvastagság ≥ 40 mm) esetében azonban az ilyen szerkezetekben fellépő nagy feszültségek miatt mindig célszerű +100...125 °C-os minimális előmelegítést alkalmazni. Az előmelegítés akkor is ajánlott, ha nagyon alacsony, Q < 1,0 kJ/mm hőbevitelt alkalmazunk (pl. a varratok varratgyöke vagy fűzővarratok). Alacsony, 1,0 kJ/mm-nél kisebb hőbevitel esetén az előmelegítést az EN 1011-2 szabvány A módszere szerint kell meghatározni.
Előmelegítési ajánlások az SSAB Weathering 420ML és 460 ML acélokhoz. HD = a hegesztőanyag diffúzióképes hidrogéntartalma (ml/100 g) és Q = hegesztési hőbevitel (kJ/mm). Alacsony, 1,0 kJ/mm-nél kisebb hőbevitel esetén az előmelegítést az EN 1011-2 szabvány A módszere szerint kell meghatározni. Nagyon vastag lemezek (egyszeres lemezvastagság ≥ 40 mm) esetében azonban mindig célszerű legalább +100...125 °C-os előmelegítést alkalmazni.
Alakítás 20 mm-ig:
90 fokos, hárompontos hajlítás esetén a 2 x t minimális belső hajlítási rádiusz hossz- és keresztirányban is alkalmazható. A szerszám javasolt minimális szélessége 10 x t. Nagy figyelmet kell fordítani a hajlítási területen lévő vágott szélekre, és el kell távolítani minden túlságosan nagy méretű repedést és sorját. A hajlítás előtt azt is fontos ellenőrizni, hogy a lemez felülete a hajlítandó területen hibamentes-e (nincs-e rajta karcolás).
Felület:
Az egyenletes, tetszetős patinaréteg elérése érdekében ajánlott a reve eltávolítása. Ez történhet pácolással vagy szemcseszórással.
A megmunkálással kapcsolatos információkért tekintse meg az SSAB brosúrákat a www.ssab.com címen, vagy kérjen segítséget a műszaki támogatástól.
Megfelelő egészségügyi és biztonsági óvintézkedéseket kell tenni a termék hajlítása, hegesztése, vágása, köszörülése vagy egyéb feldolgozása során.