Általános termékleírás
A Duroxite® Roller Wire egy porszórt hegesztőhuzal a cement- és energiaiparban hengerlőgépek javítására, nyílt íves hegesztési eljárással. A hegesztéssel felvitt bevonat kopásálló anyagot tartalmaz, melynek nagy részét 1700 HK*) jellemző keménységgel rendelkező rendkívül kemény, primer M7C3 krómban gazdag karbidok képezik. A karbidok egyenletesen diszpergálódnak a képlékeny eutektikus ausztenites mátrixban. A gazdag krómtartalom mellett további molibdént adnak a hegesztőhuzal anyagához a felületi szívósság javítása, a mátrix megerősítése, valamint a karbidok szemcseméretének finomítása érdekében a kopásállóság és az élettartam meghosszabbítása érdekében. A Duroxite® Roller Wire hegesztőhuzalt kopott hengerművek keskeny varratképzéssel történő felújítására tervezték. Az ívelt felületek hegesztésére alkalmas hegesztőhuzal segítségével akár 75 mm vastagságú, többrétegű bevonat felrakása is lehetséges. Az előmelegítés és a rétegek közötti hőmérséklet meghatározása, valamint a hegesztést követő hőkezelés az alapfémre vonatkozó ajánlásoknak megfelelően történik, szükség szerint. A hegesztést követően megjelenő feszültségmentesítő repedések természetesek.
*) A HK a Knoop mikrokeménység, amelyet elsősorban nagyon rideg anyagok esetében alkalmaznak.
Legfontosabb előnyök
- Ugyanaz a kopásállóság garantált a felszíntől a kopásálló réteg 75%-os mélységéig.
- Olyan karbid összetételt létrehozó optimális ötvözőanyag-összeállítás, amely a kopásállóság és a homogén kötés kiváló kombinációját biztosítja.
- Akár 75 mm-es vastagságban hegeszthető a rendkívül kopott, elhasználódott hengerművek eredeti kialakításának visszaállítsa érdekében.
Jellemző alkalmazási területek
A Duroxite® Roller Wire hegesztőhuzal elsősorban olyan hengerművek kopásálló alkatrészek javítására szolgál, amelyek legfeljebb 350 °C-os hőmérsékleten működnek. Jellemző példák a függőleges cementőrlő hengerművek és a szénőrlő hengerművek.
Szabványos méretek
Mechanikai jellemzők
1) A felületi keménységet a lemart sík felületen mérik, közvetlenül a bevonat felszíne alatt.
2) Az ASTM G65 egy szabvány teszt, amely a súrlódásos jellegű kopásállóságot méri a száraz homok/gumikerék kombinációt használva. Az ASTM A. G65-eljárás a legkomolyabb vizsgálati módszer.
3) Az ASTM G65 kopásállósági vizsgálatot a kopásálló hegesztett bevonat 75%-os mélységénél végzik, hogy biztosítsák a konzisztens kopásállóságot a felülettől a bevonat 75%-os mélységéig.
A mechanikai tulajdonságok vizsgálati eredményei
A mechanikai tulajdonságokra, a bevonat kémiai összetételére, a felületi keménységre és az ASTM G65-A szabvány szerinti tömegcsökkenésre vonatkozó vizsgálati eredmények az előírt szabványok szerint előállított és vizsgált hegesztési varratból származnak, és nem tekinthetők egy adott alkalmazás vagy hegesztett munkadarab esetén elvárt eredményének. A tényleges eredmények számos tényezőtől függően eltérőek lehetnek, ideértve többek között a hegesztési eljárást, a hordozófelület kémiai összetételét és az üzemi hőmérsékletet, a hegesztett munkadarab kialakítását és a megmunkálási módszereket. Felhívjuk a felhasználók figyelmét, hogy a tervezett alkalmazásokban való felhasználás előtt minősítő vizsgálatokkal vagy más megfelelő eszköz segítségével győződjenek meg bármely hegesztőanyag és eljárás alkalmasságáról.
Kémiai összetétel
(%)
(%)
(%)
(%)
(%)
(%)
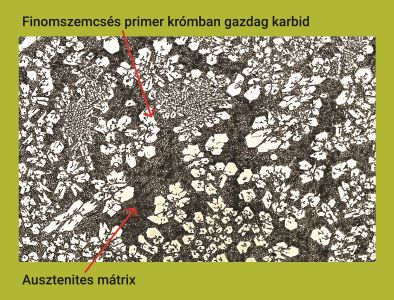
Mikroszerkezet
A Duroxite® Roller Wire hegesztőhuzal mikrostruktúrája nagy arányban tartalmaz jellemzően 1700 HK keménységű, rendkívül kemény, primer M7C3 krómban gazdag karbidokat, egyenletesen diszpergálva a képlékeny eutektikus ausztenites mátrixban. A primer karbidok térfogatrésze 30% és 50% között van, hogy biztosítsuk a kopásállóság és a homogén kötés megfelelő kombinációját.
Hegesztési ajánlások
Doporučené parametry svařování
Visszanyerés: 90%
Szállítási feltételek
Megmunkálási és egyéb ajánlások
A hegesztett, kopásálló bevonatos alkatrészeket hegesztéssel, vágással, alakítással és forgácsolással lehet feldolgozni. A Duroxite® terméktájékoztatójában talál egyedi ajánlásokat, vagy egyeztessen a helyi műszaki támogató mérnökkel.
Biztonsági óvintézkedések
A Duroxite® acéltermékek hegesztésekor vagy vágásakor rendkívül komplex kémiai összetételű és nehezen besorolható, ártalmas gőzöket és gázokat tartalmazó füst keletkezik. A folyamat során keletkező gőzök és gázok fő mérgező összetevője a hatos vegyértékű króm. A hegesztőberendezés kezelői számára javasoljuk a megfelelő elszívó berendezések és füstgáz elszívó hegesztőpisztoly alkalmazását, valamint megfelelő védőruházat és légzésvédő eszköz használatát.