Általános termékleírás
A Duroxite® 200 Pipe csöveket úgy állítják elő, hogy hagyományos ívhegesztési eljárással különleges összetételű kopásálló anyagokat visznek fel egy lágyacél alapra. A hegesztett kopásálló réteg anyaga primer krómban gazdag karbidokból és finomszemcsés, többféle ötvözőelemet tartalmazó komplex karbidokból áll, amelyek egyenletesen oszlanak el a képlékeny eutektikus ausztenit mátrixban. A keményfém felrakással felvitt kopásálló bevonattal rendelkező csöveket rendkívüli kopásállósággal tervezték, erős súrlódásos kopással járó környezetben való munkavégzésre. A Duroxite® 200 Pipe csövek szimpla vagy dupla hegesztett kopásálló réteggel kaphatók. A Duroxite® 200 Pipe csövek gyártásához alapcsőként Schedule 40 és Schedule 80 típusú acélcsövek, valamint szerkezeti acélcsövek használhatók. A Duroxite® 200 Pipe csövek gyárthatók négyzet -> kör keresztmetszetű átmenettel, könyök elemként, T- vagy Y-idomként, illetve hosszított ívű elemként.
Legfontosabb előnyök
- Ugyanaz a kopásállóság garantált a felszíntől a kopásálló réteg 75%-áig
- Optimális karbidösszetétel a kopásállóság és a homogén kötés kiváló kombinációjához
- Hosszabb élettartam és jobb kopásállóság a hagyományos króm-karbid keményfémbevonatos csövekhez képest
Jellemző alkalmazási területek
A Duroxite® 200 Pipe csöveket széles körben használják a bányászatban, a cementiparban, az olajhomok-kitermelésben, a kotrási munkáknál, az újrafeldolgozó iparban és az acélgyártásban. Néhány konkrét alkalmazás többek között:
Bányászat
Cementipar
Kotrási munkák
Acélipar
Az alkalmazással kapcsolatos további információkat lásd a Duroxite® termékismertető brosúrában.
Szabványos méretek
200 - 600 mm
600 - 900 mm
0.9 - 3.0 m
1.8 - 3.0 m
- Igény szerintvágva vagy gyártva
- Elérhető rozsdamentes acél- és egyéb csőminőségek
- Kérésre egyedi átmérőhosszok és méretek is elérhetők
- 0.9 m-nál nagyobb átmérő a megmunkált Duroxite 200 lemezből gyártható
Mechanikai jellemzők
1) A felületi keménységet forgácsolt sík felületen mérik, közvetlenül a bevonat felszíne alatt.
2) ASTM G65 - A eljárás: a tömegveszteség mérésén alapuló eljárás egy szabványos vizsgálat, melynek során a súrlódásos kopást mérik száraz homok/gumikerék kombinációt használva. Az ASTM A. G65-eljárás a legkomolyabb vizsgálati módszer.
3) ASTM G65 - A eljárás: a tömegveszteség mérésén alapuló kopásállósági vizsgálatot a kopásálló hegesztett bevonat 75%-os mélységénél végzik, hogy biztosítsák a konzisztens kopásállóságot a felülettől a bevonat 75%-os mélységéig.
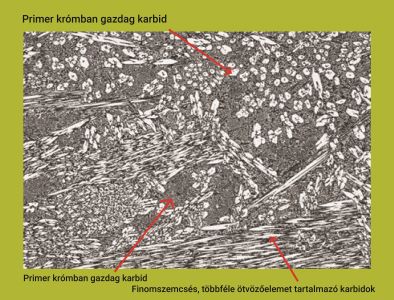
Mikroszerkezet
A Duroxite® 200 csövek mikrostruktúrája primer krómban gazdag karbidokat és finomított, több ötvözőelemből álló komplex karbidokat tartalmaz, amelyek jellemző keménysége 2500 és 3000 HK*) között van, és amelyek egyenletesen oszlanak el a képlékeny eutektikus ausztenit mátrixban. A primer krómban gazdag karbidok térfogathányadát 30 és 40% között tartják, ahol a több ötvözőelemből álló komplex karbidok aránya 7–10% között van.
*) A HK a Knoop mikrokeménység, amelyet elsősorban nagyon rideg anyagok esetében alkalmaznak.
Megmunkálási és egyéb ajánlások
Hegesztés, vágás, alakítás és forgácsolás
A megmunkálásokra vonatkozó tanácsokat a Duroxite® terméktájékoztatójában talál vagy további javaslatokat kérhet a helyi műszaki-támogató mérnöktől.
Biztonsági óvintézkedések
A Duroxite® acéltermékek hegesztésekor vagy vágásakor rendkívül komplex kémiai összetételű és nehezen besorolható, ártalmas gőzöket és gázokat tartalmazó füst keletkezik. A folyamat során keletkező gőzök és gázok fő mérgező összetevője a hatos vegyértékű króm. A hegesztőberendezés kezelői számára javasoljuk a megfelelő elszívó berendezések és füstgáz elszívó hegesztőpisztoly alkalmazását, valamint megfelelő védőruházat és légzésvédő eszköz használatát.