Descrição geral do produto
O fio de rolo Duroxite® é um fio de soldagem fluxado para reparo de rolos nas indústrias de cimento e energia usando um processo de soldagem a arco aberto. O depósito de solda contém materiais resistentes à abrasão com uma alta proporção de carbonetos M7C3 primários ricos em cromo extremamente resistente com uma dureza típica de 1700 HK*). Os carbonetos são dispersos uniformemente em uma matriz de austenita eutética dúctil. Além de um rico teor de cromo no fio, é adicionado molibdênio adicional para melhorar a tenacidade do revestimento, fortalecer a matriz e refinar o tamanho dos carbonetos para aumentar a resistência à abrasão e prolongar a vida útil. O fio em rolo Duroxite® é projetado para a renovação de rolos desgastados com soldagem de cordão de longarina. O fio é adequado para soldagem em superfícies curvas e tem capacidade para depositar múltiplas camadas de até 75 mm (3'') de espessura. O pré-aquecimento, a temperatura de interpasse e o tratamento térmico pós-soldagem são feitos conforme a necessidade, de acordo com as recomendações do metal de base. Trincas de fadiga são reveladas naturalmente após a soldagem.
*) HK é a microdureza Knoop utilizada principalmente para materiais muito quebradiços.
Principais vantagens
- A mesma resistência ao desgaste garantida, desde a superfície até 75% do revestimento.
- Formulação ideal de liga na composição do carboneto que oferece uma boa combinação de resistência ao desgaste e ligação homogênea.
- É possível soldar até 75 mm (3'') de espessura para reconstruir rolos desgastados com desgaste extremo de volta ao seu design original.
Aplicações típicas
O Duroxite® Roller Wire é projetado principalmente para reparar peças de desgaste de rolos que trabalham em temperaturas de até 350 °C (660 °F). Exemplos típicos incluem rolos verticais de moinho de cimento e rolos pulverizadores de carvão.
Dimensões padrão
Propriedades mecânicas
1) A dureza da superfície é medida em uma superfície plana usinada, logo abaixo da superfície do revestimento.
2) O ASTM G65 é um teste padrão que mede a resistência à abrasão por deslizamento com o uso de um conjunto de areia seca/roda de borracha. O ASTM G65-Procedimento A é o método de teste mais rigoroso.
3) O teste de desgaste ASTM G65 é conduzido a 75% da profundidade dos materiais de revestimento, para garantir consistentemente uma boa resistência ao desgaste, desde a superfície superior até a profundidade de 75% do revestimento.
Resultados dos testes para propriedades mecânicas
Os resultados dos testes para propriedades mecânicas, composição química de revestimento do depósito, dureza da superfície e perda de peso ASTM G65-A foram obtidos a partir de uma solda produzida e testada de acordo com as normas prescritas, não devendo ser considerados os resultados esperados em uma aplicação ou soldagem específica. Os resultados reais variarão, a depender de muitos fatores, tais como o procedimento de soldagem, química do substrato e temperatura de trabalho, projeto de soldagem e métodos de fabricação. Os usuários são advertidos a confirmar por meio de testes de qualificação ou outros meios apropriados a adequação de qualquer consumível e procedimento de soldagem antes do uso nas aplicações pretendidas.
Composição química
(%)
(%)
(%)
(%)
(%)
(%)
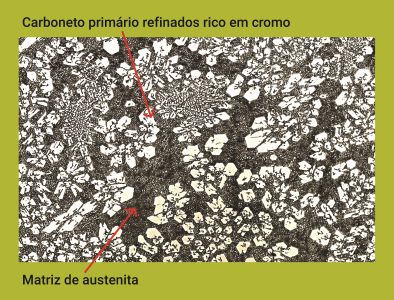
Microestrutura
A microestrutura do fio em rolo Duroxite® é composta por uma alta proporção de carbonetos primários extremamente duros, ricos em cromo M7C3 com uma dureza típica de 1700 HK dispersa uniformemente em uma matriz de austenita dúctil eutética. A fração de volume dos carbonetos primários é mantida entre 30 a 50 % para fornecer uma boa combinação de resistência ao desgaste e união homogênea.
Recomendações de soldagem
Recomendações dos parâmetros de solda
Recuperação: 90%
Condições de entrega
Fabricação e outras recomendações
Os componentes da camada soldada podem ser processados por soldagem, corte, conformação e usinagem. Você pode encontrar recomendações específicas no catálogo de produtos Duroxite® ou ao consultar o suporte técnico local.
Precauções de segurança
Ao soldar ou cortar os produtos Duroxite®, a fumaça produzida contém vapores e gases nocivos, cuja composição química é altamente complexa e difícil de classificar. O principal componente tóxico nos vapores e gases produzidos no processo é o cromo hexavalente. Recomenda-se o uso de equipamentos adequados de ventilação por exaustão e tochas de extração de fumaça, bem como roupas de proteção adequadas e proteção respiratória para os operadores.