Where martensitic AHSS is headed for the auto industry
What do auto designers need to know about upcoming developments in the making, forming, and use of martensitic steels?
What do auto designers need to know about upcoming developments in the making, forming, and use of martensitic steels?
Our interview with Kenneth Olsson, a 40-year veteran of the steel industry, covers:
Kenneth Olsson has worked at SSAB for 35 years, including 10 years in the product development of martensitic steel and other AHSS grades. Kenneth is currently SSAB’s Automotive Business Development Specialist.
Because we were the first European steelmaker to invest in a continuous annealing line. We decided to use Japanese annealing technology, which was at the forefront at that time. Using water quenching, our continuous annealing line has a very high cooling rate, and can readily make martensitic steels. For many years, we were the only mill in Europe which could develop and produce these grades. We really are martensitic pioneers.
The market was very reluctant, since it was so new. For martensitic, there was one US producer and SSAB. That was it. The first use for SSAB martensitic steel was for highly wear-resistant conveyor belts used by, for instance, cookie manufacturers. Then it was used in safety shoes for toe protection.
At first, yes. But then about 30 international steel producers worked together on a common goal: making cars lighter and safer. The Ultralight Steel Auto Body, the ULSAB, project really helped advance the use of AHSS in cars, including martensitic. We showed how martensitic could improve car crash performance, lower weight, and be a very cost effective material.
Yes. The first SSAB martensitic grade had a tensile strength of 1400 megapascal (MPa) and a yield strength of 1150 MPa. SSAB’s task for advanced high strength steels is really two-fold: first, we need to figure how to make these strong, lightweight steels and, secondly, we need to educate our consumers — auto OEMs and Tier 1 suppliers — on how to simulate AHSS designs, then form and join them.
Actually, Docol® martensitic has a very lean composition, but it still has some alloys and carbon in it. So you need to set your welding parameters accordingly. And you need to understand how, for instance, to achieve ductile spot welds when using martensitic. Docol martensitic steel competes, to some degree, against press hardened steels (PHS), also known as hot-stamped steels, which also have ultra-high strength (UHSS) ratings. But PHS steels have a higher amount of alloys and carbon, so it’s more complicated to weld PHS than Docol martensitic steel.
Yes. But SSAB, of course, also offers press hardened steels. Some car OEMs are more familiar with hot stamping, so we’re happy to accommodate them. But press hardened steels need to be heated to 900°C in the press line or in a furnace before the press line. Then you hot stamp it and then you need to quench the part in the tool. So PHS is definitively a more complicated, slower, more expensive, and more energy-consuming process than cold-forming martensitic components to achieve a similar high strength performance.
When PHS is at 900°C, it’s very soft and therefore very easy to form. PHS achieves its martensitic microstructure during its press hardening. SSAB, on the other hand, believes there are advantages to us doing the heat treatment at our precisely controlled mills. Then we send the heat-treated martensitic coils to the customer and they can just cold stamp it at room temperature. It’s fewer processing steps for the customer. But like with any high strength steel, cold forming martensitic means you need to understand and plan for springback — which we can help the customer with.

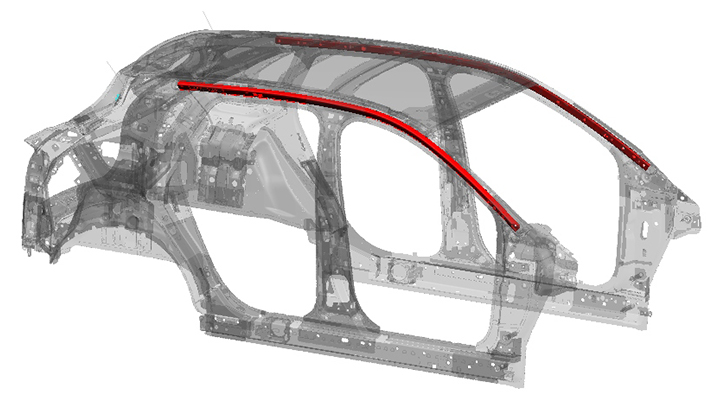
SSAB followed the 1400M with our 1200M. In the U.S., General Motors was a bit earlier than other OEMs in using martensitic steel for roll-formed components, such as bumper reinforcements, side impact beams, and some seat structure components. But GM, and then Ford and Chrysler, wanted 900 MPa, 1100 MPa, 1300 MPa, 1500 MPa, and eventually 1700 MPa tensile strengths. So, SSAB adjusted our business to fit the material needs of our customers. Our latest grade, the 1700 MPa martensitic, is, for instance, used by Shape Corporation to make the 2020 Ford Explorer roof rail.
We could develop a cold-formable 1900 MPa martensitic steel grade, but there needs to be adequate customer interest. Some customers are already talking to us about a 1900M. A 1900MPa steel could be very useful for systems like the EV battery enclosure. But we understand, also, how our customers view the evolution of automotive AHSS steels. Our current martensitic grades were developed several years ago – it can take some time for the OEM standards and the regional standards, like the German Verband der Automobilindustrie or VDA and the American Society of Automotive Engineers or SAE, to be established for each grade. But when the standards are finally established for a grade, the customers gain additional confidence in its usability.
The driver is even lower weight, of course. But I don’t expect a 1900M to happen in the next couple of years because the 1700M is just now getting established — at both the customers’ and in the standards’ groups. Currently, a lot of focus is on the 1500M, which traditionally have been roll formed for either straight or curved profiles.
Yes. The Japanese — who tend to be more focused on cold stamping than roll forming — they are introducing new cold-stamping technology for higher strength steels. This is a big step forward. Rather than just the straight or curved profiles made by roll forming, a cold-stamped profile can look like anything three dimensional. I would say all the Japanese car OEMs are now looking to introduce 1500 MPa cold-stamped components in the cars that are under development right now.
The B-pillar reinforcement, for example, has a shape that is difficult to roll form. And the hinge pillar reinforcement typically has a 3D geometry which can be cold-stamped but not roll formed.
Yes, it will probably be a slightly modified version. In roll forming, it’s an advantage to have a higher yield strength compared to tensile strength. In cold stamping, it’s a bit better to have a lower yield strength to control the springback in the curved part of the shaped component.
Right. That’s why we always encourage customers to get us involved early in their design process, so we can better address their concerns and fulfill their needs. For example, some automakers have been a bit conservative in their use of martensitic steels — especially electro-galvanized martensitic steel because of their concerns over delayed fracture, which is also known as hydrogen embrittlement. SSAB really has a unique advantage with our electro-galvanized martensitic steel. We start with a leaner steel composition and then very precisely control the galvanizing process to prevent the possibility of delayed fracture. Our technology is very safe and established.
Aluminum has been quite popular for OEMs making luxury cars. But even then, you typically see a combination of aluminum and advanced high strength steel, like martensitic. I mean, the optimized car body is probably a combination of aluminum for the exposed panels — which are not absorbing crash energy — and then as strong-as-possible AHSS steel for the crash- and energy-absorbing components.
With AHSS steels, you can get approximately the same weight as aluminum but at less than half the cost. On car models where costs are the driver, OEMs are using more and more AHSS steel on each model.
Our long experience developing and producing martensitic steels has enabled us to perfect our process technology, including the highest possible cooling rate which allows us to use the leanest alloying composition. The chemical composition of Docol martensitic steels is much leaner than most of our competitors’, making welding easier and more resistant to delayed fracture. As I already mentioned, our zinc-coated grades of Docol martensitic steel are highly regarded for addressing the problems of delayed fracture. But also SSAB also has many very skilled specialists in product development and our KSC (Knowledge Service Center) to help customers understand how to use martensitic steels. For example, how to do forming simulations for car components. Or how to join martensitic.
We have some OEMs who were using dual phase steels up to 1000 MPa go straight to hot stamping for higher strengths — but they are now trying cold stamping on martensitic steels.
We already talked about higher strength levels — but another way to achieve improvements is by making the martensitic grades thicker. Our existing cold rolled and continuously annealed martensitic steel has a maximum thickness of 2.1 mm. With our newly installed cooling line in our hot-strip mill we can also produce hot-rolled martensitic steels that are quenched directly in the hot rolling process, achieving thicknesses of up to 4 mm. 4 mm 1200 MPa Docol martensitic is now available for customers. And we are developing a thicker hot-rolled 1500M next.

In battery electric vehicles, BEVs, the battery and its protective enclosure can weigh up to 800 kilograms. So electric vehicles need stronger protection beams. You can make electric vehicles stronger by increasing the strength of steel used, or by increasing steel thickness, or both.
There are also some new, more stringent crash regulations, so it could be beneficial to use the new, thicker martensitic steel for bumpers, for example. But the heavy weight of electric vehicles is the primary driver for thicker martensitic grades — all of their crash-relevant car parts need to be made stronger. So some component designs will call for higher (tensile) strength grades of martensitic at our existing thicknesses, which go up to 2.1 mm. Other designs will benefit by using the new, thicker (up to 4 mm thick) martensitic grades currently available at 1200 MPa tensile strength, as well as the thicker 1500M that is currently in development.


Martensitic steel combines tensile strengths up to 1700 MPa with good ductility, making it highly efficient for both vehicle lightweighting and improved crash protection — especially in anti-intrusion zones.
Subscribe to our free, monthly Automotive Insights newsletter and receive relevant, in-depth articles about the issues affecting your business and invitations to our webinars.