Stabilisierung der Umformung von extra- und ultrahochfesten Stählen durch empfohlene Werkzeugstahlgüten
SSAB verfügt über mehr als 40 Jahre Erfahrung bei Werkzeugstahllösungen für HSS. Unser Know-how basiert auf realen Produktionsergebnissen unserer Kunden sowie der Teilnahme an verschiedenen F&E-Projekten, bei denen langfristige Serien untersucht werden. Laden Sie unsere 40 Seiten umfassende Broschüre über Werkzeuglösungen für extra- und ultrahochfeste Stähle herunter, um Empfehlungen für spezielle Werkzeugstähle zu erhalten.
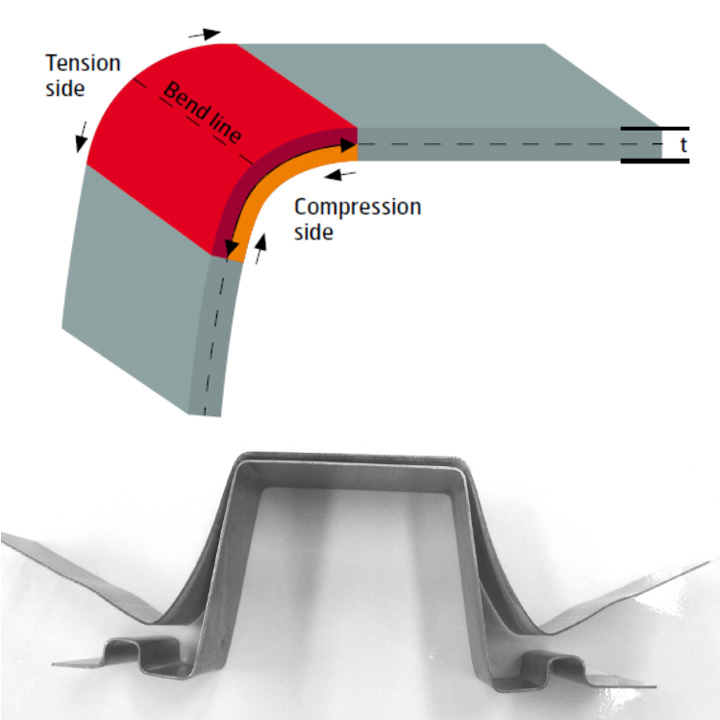
Bei Umformarbeiten können werkzeugbedingte Fehler wie Kaltverschweißen, Verschleiß und plastische Verformung auftreten, während Stanzarbeiten auch Absplitterungs- und Rissfehler umfassen können. Bei nicht-optimalen Werkzeugstahlverfahren kann sich mit der Zeit Reibung aufbauen, was den Rückfederungseffekt erhöht und dafür sorgt, dass die Toleranzen bei Ihren Teilen überschritten werden. Ein weiteres Problem kann das Zerspanen des Werkzeugs beim Schneiden sein, was zu schlechten Schnittkanten führt, die die Gefahr von plötzlichen Brüchen in den Flanschen verursachen.
SSAB bietet eine sehr spezifische Anleitung für Werkzeugstahlgüten für das Stanzen seiner extra- und ultrahochfesten Docol® Stahlgüten mit Härten ≥ 60 HRC, um Plastifizierung zu verhindern, und empfiehlt in der Regel Oberflächenbehandlungen (Beschichtungen). Die höheren Anfangskosten für diese Hochleistungs-Werkzeugstähle werden durch eine Verringerung von Produktionsunterbrechungen und der Kosten für die Werkzeugaufarbeitung/-wartung mehr als ausgeglichen.
Das Stanzen von extra- und ultrahochfesten Stählen bedeutet einen höheren Druck und ein erhöhtes Risiko für Kaltverschweißen. Um stabile Reibungsbedingungen zu gewährleisten, entwerfen Sie einen Werkzeugeinsatz und verwenden Sie PVD/CVD-Werkzeugstahl oder Duplexstahl. Vor dem Hinzufügen der Beschichtung ist Polieren sehr wichtig. Polieren Sie die Oberfläche auf mindestens Ra 0,2 µm in sehr kritischen Bereichen bis R 0,05 μm, um Risse, Kaltverschweißen und erhöhte Reibung zu vermeiden.
Für Kaltumformen und Stanzen von extra- und ultrahochfesten Stählen sollten Sie Toolox® Werkzeugstahl von SSAB mit einer Oberflächenhärte für PVD, Laser- und Induktionsschweißen und Nitrieren verwenden. Toolox® Stahl hat aufgrund seiner hohen Reinheit im Mikrobereich eine geringere Reibung und einen sehr hohen Dämpfungsgrad aufgrund seiner Vibrationsbeständigkeit, seiner hohen Ermüdungsfestigkeit und seiner hohen Beständigkeit gegen Absplitterung und Rissbildung.