Дополнительное снижение низкого уровня выплесков
На оксфордском заводе BMW выпускающем автомобили MINI уровень выплесков составляет всего 3,7%. Тем не менее, британское правительство, представив проект WeldZero, поставило цель добиться полного отсутствия дефектов сварки. В рамках проекта WeldZero предприятие MINI Plant Oxford и Британский институт по изучению процессов сварки объединили свои усилия, чтобы дополнительно снизить уровень выплесков при выполнении соединений методом точечной контактной сварки (в каждом автомобиле MINI их насчитывается 6000).
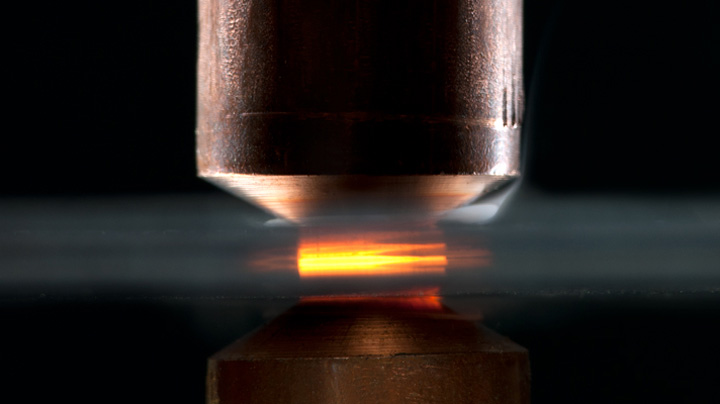
На предприятии MINI Plant Oxford используются самые современные роботы и сварочные пистолеты со встроенными и адаптивными средствами управления всеми точечными сварными швами. Эти средства исключают низкое качество, а также недостаточную прочность и размер сварных швов. Единственная проблема – выплески металла.
В ходе текущего исследования проведён анализ данных, чтобы выявить:
- случаи выплеска металла,
- основные причины их возникновения,
- шаблон данных для каждой основной причины,
а также чтобы проинформировать инженеров-технологов о необходимых мерах.
Общие меры по устранению брызг металла при сварке
- Уменьшение давления воздуха в сварочном пистолете, которое было преднамеренно увеличено из-за ошибочного предположения, что повысить давление необходимо из-за расстояния между источником воздуха и сварочным пистолетом. Понизив давление, можно уравнять подачу воздуха на все сварочные пистолеты, уменьшить выплески металла и добиться 25%-ного снижения энергозатрат на эксплуатацию пневмосистемы.
- Контроль потока охлаждающей воды к сварочным пистолетам для выявления закупорок или снижения расхода. Ненадлежащая подача охлаждающей воды приводит к перегреву и чрезмерному износу электродов, что создаёт условия для возникновения брызг расплавленного металла.
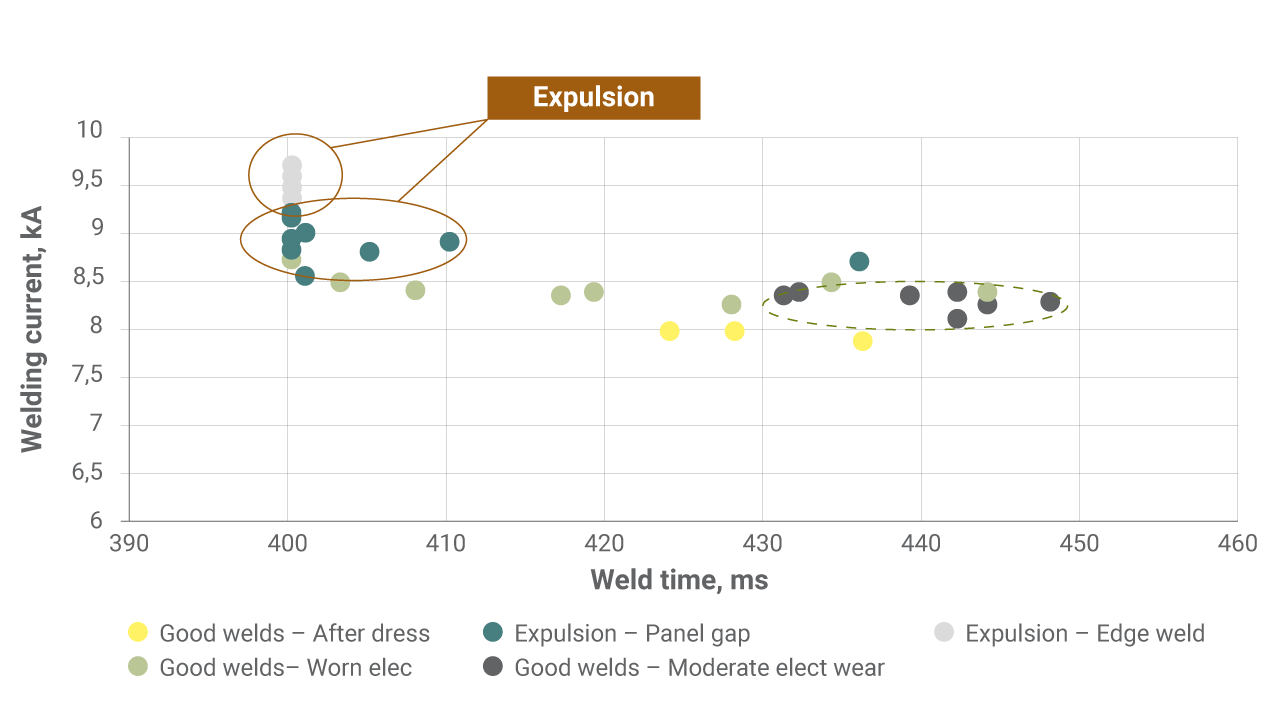
- Путём изучения параметров сварки (напряжение, сила тока, сварочное усилие, измеренное сопротивление) анализируется работа роботов с наибольшим количеством выплесков.
Выявление дополнительных факторов посредством анализа данных
Затем TWI и BMW проанализировали данные систем, где сохранились выплески, что позволило выявить основные факторы их возникновения.
- Несоответствие панелей: неверная форма, пружинение и другие проблемы (смещение компонентов другими частями и т.п.).
- Зазоры: при использовании компонентов большей прочности и толщины (или при совмещении трёх – четырёх листов) зазоры между панелями могут дестабилизировать процесс сварки, что приведёт к выплескам металла.
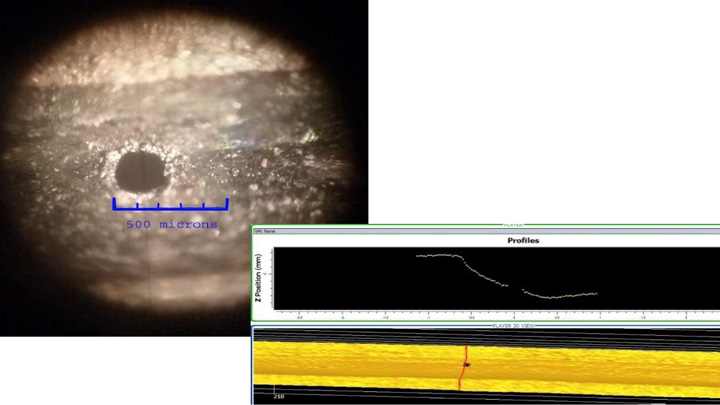
- Расстояние электрода до кромки: из-за несоответствия панелей сварочный электрод может быть расположен слишком близко к кромке, что приводит к выходу зоны сварки за край панели со значительными выплесками.
- Неверная ориентация сварной точки: несовпадение панелей или неровная форма приводят к тому, что положение электрода отличается от идеальной ориентации в 90 градусов. В результате возможны выплески металла при сварке и разрушение электрода, что также может привести к увеличению выплесков.
- Сильно изношен рабочий конец электрода: выплески металла зависят от количества цинкового сплава на электродах.
- Плохо спроектировано водяное охлаждение сварочных пистолетов: изогнутые и заблокированные линии охлаждения ограничивают поток воды, что приводит к чрезмерному перегреву и износу электрода, в результате чего возникают выплески металла.
Определение значимости факторов, влияющих на выплески металла
Затем сотрудники TWI создали роботизированный сварочный модуль для имитации производственных процессов BMW в собственной лаборатории. Таким образом они смогли определить технологические допуски для каждого из перечисленных выше факторов, чтобы определить, насколько каждый из них влияет на возникновение выплесков.
Кроме того, с целью диагностики каждого случая они идентифицировали метки таймеров сварочного агрегата на технологических данных.
Очевидная причина: состояние рабочего конца электрода
В ходе исследования было установлено, что степень влияния каждого фактора зависит от состояния электрода. Износ рабочего конца электрода также влиял на характер выплесков.