Düşük olan fışkırma oranlarını daha da azaltın
BMW Group'un Oxford'daki MINI fabrikası zaten %3,7'lik düşük bir fışkırma oranına sahipti. Ancak İngiliz hükümetinin WeldZero projesinin hedefi sıfır kaynak hatasıdır. WeldZero'nun finansmanıyla MINI Plant Oxford ve The Welding Institute sistematik bir şekilde çalışarak, her MINI modelinde bulunan 6000 direnç noktası kaynağının (RSW) her biri için fabrikanın fışkırma oranını daha da düşürdü.
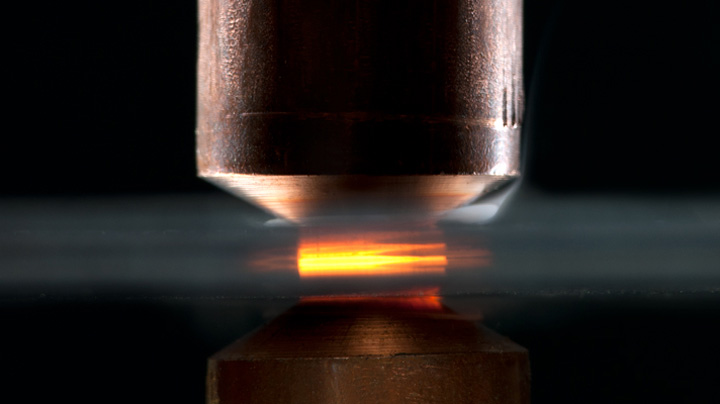
MINI Plant Oxford, tüm nokta kaynakları için entegre/uyarlanabilir kontrollerle en son teknoloji ürünü, ileri teknolojili robotlar ve kaynak tabancaları kullanır; bu nedenle düşük kaliteli, düşük ebatlı veya düşük dayanımlı kaynaklarla ilgili hiçbir sorunu yoktur. Kalan tek sorun kaynak sıçramasıdır .
Devam eden çalışmada, veri analizi kullanılarak aşağıdakiler tanımlanmaktadır:
- Kaynak fışkırma olayları
- Temel nedenler
- Her temel neden için veri modelleri
Üretim mühendislerine uygun düzeltici eylemleri bildirmek.
Kaynak fışkırması için ilk düzeltici önlemler
- Aşırı basıncın, hava beslemesinden kaynak tabancasına olan mesafe farklılıklarını telafi edeceğine dair yanlış bir inanç nedeniyle başlangıçta kasten "aşırı basınca" ayarlanmış olan kaynak tabancasındaki hava basıncının azaltılması. Hava basıncının düşürülmesinin, tüm kaynak tabancaları için basınç oranını daha iyi dengeleyerek kaynak fışkırmasını azaltırken, hava besleme enerjisinin maliyetini de %25 oranında azalttığı ortaya çıktı.
- Akış seviyelerindeki tıkanmaları veya düşüşleri tespit etmek için kaynak tabancalarına giden soğutma suyu akışını izleme. Soğutma suyu akışındaki kesintiler, kaynak elektrotlarının aşırı ısınmasına ve aşırı elektrot aşınmasına neden olarak kaynak sıçramasına yol açar .
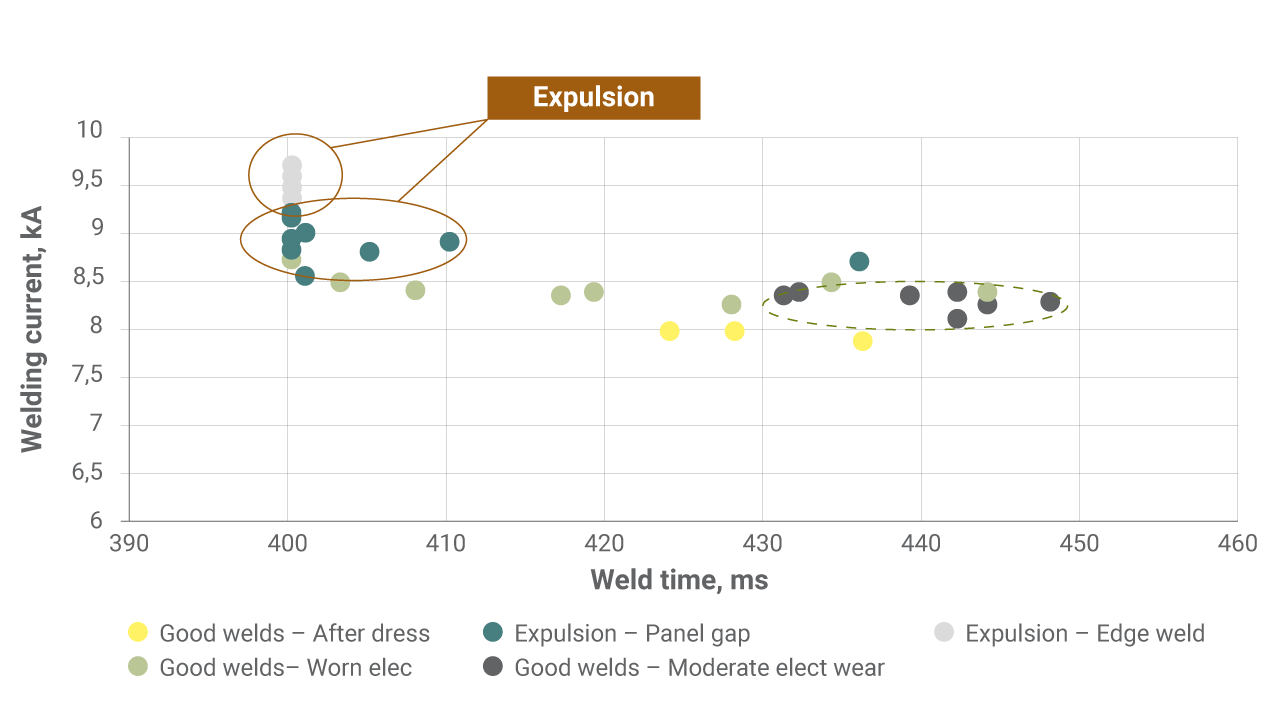
- Kaynak voltajı, kaynak akımı, kaynak gücü ve ölçülen direncin kaynak prosesi veri analizi yapılarak, kaynak fışkırmasının en yüksek düzeyde meydana geldiği kaynak robotları ile ilişkilendirildi.
Veri analizi ile bulunan ek kaynak fışkırma faktörleri
Ardından TWI ve BMW, kalan kaynak fışkırmalarının veri analizini yaparak başlıca faktörleri belirledi:
- Panel uyumsuzluğu: Parçada şekil bozukluğu ve geri yaylanmanın yanı sıra, diğer parçalar tarafından yerinden itilen parçalar gibi sorunları da içerir.
- Boşlukların etkisi: Daha yüksek dayanım ve daha kalın parçalar (veya üç ya da dört sac istiflemeli parçalar) ve paneller arasındaki boşluklar, kaynak işleminin dengesini bozabilir ve kaynak fışkırmasına yol açabilir.
- Elektrot kenar mesafesi: Panel uyumsuzluğu, kaynak elektrodunun bir panelin kenarına çok yakın olmasına ve kaynak bölgesinin panel kenarının "kırılmasına" ve sonuç olarak ağır fışkırmaya neden olabilir.
- Kaynak noktasının kötü yönlendirilmesi: Panel uyumsuzluğu veya şekil bozukluğundan kaynaklanır ve elektrodun 90 derecelik ideal yönünün dışında kalmasına neden olur. Bu durum, kaynak fışkırmasına ve elektrot bozunmasına yol açarak sonuçta daha fazla fışkırmaya yol açar .
- Ağır şekilde yıpranmış elektrot uçları: Elektrotların üzerindeki çinko alaşımının miktarı, fışkırma hızlarını etkiler.
- Kaynak tabancalarında su soğutmasının iyi tasarlanmamış olması: Soğutma kanallarındaki tıkanmalar veya dar kıvrımlar, su akışını sınırlayarak elektrodun aşırı ısınmasına ve çok hızlı aşınmasına neden olur ve kaynak fışkırmasına yol açar.
Kaynak sıçramasında her bir faktörün öneminin belirlenmesi
TWI daha sonra kendi laboratuvarlarında BMW üretim süreçlerini simüle etmek için bir robotik kaynak hücresi kurdu. Ardından, bir kaynak fışkırmasına neden olabilecek her faktörün önem derecesini belirlemek için, yukarıda listelenen faktörlerin her birinin proses toleranslarını belirlediler.
Ayrıca, her bir durumdaki fışkırma nedenini teşhis etmek için, kaynak makinesi zamanlayıcılarından alınan kaynak prosesi veri imzalarını da tanımladılar.
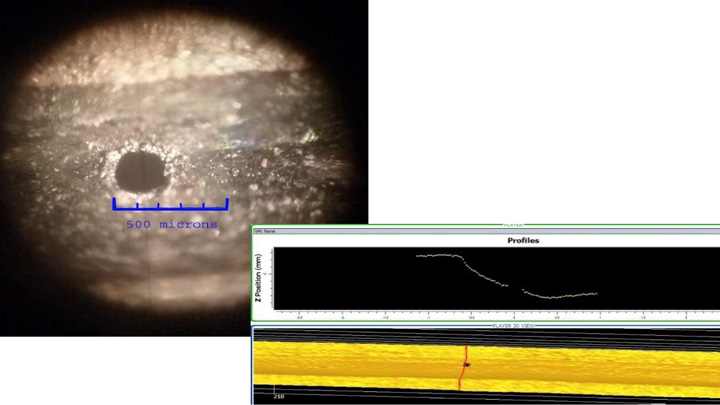
"Tüten tabanca": Elektrot ucunun durumu
Çalışmada, her fışkırma faktörünün duyarlılığının elektrodun mevcut durumuna bağlı olduğu görüldü. Elektrot ucu aşınması ayrıca fışkırmaların veri imzalarını da etkiledi.