Сварка лазерным лучом (или просто лазерная сварка) представляет собой метод термического соединения металлов и пластмасс. Как правило, при лазерной сварке инженерных конструкций применяется метод глубокого проникновения с проплавлением в форме замочной скважины. Лазерный луч фокусируется на поверхности материала либо на точке, расположенной немного ниже поверхности. Под воздействием сфокусированного луча высокой удельной мощности (более 106 Вт/см2) металл в области «замочной скважины» начинает испаряться, луч перемещается вдоль соединения, и расплавленная масса поступает в заднюю часть «замочной скважины». Затем расплавленный материал отвердевает, формируя сварное соединение. Лазерная сварка отличается от лазерной резки тем, что расплавленный материал не выдувается, а наоборот – сохраняется в атмосфере защитного газа низкого давления.
Свяжитесь с нами
Мы готовы ответить на вопросы, а также предоставить дополнительную информацию или
коммерческое предложение. Наши специалисты всегда рады помочь.
Описание метода
При использовании исключительно лазерной сварки заполнитель ввиде сварочного расходного материала не применяется. Главной особенностью лазерной сварки стальных компонентов является то, что шов имеет те же свойства, что и базовый металл. В некоторых случаях лазерную сварку выполняют с добавлением присадочной проволоки – холодной либо нагретой индукционным способом для уменьшения температурного воздействия на расплавленный материал. Гибридная сварка – ещё один часто используемый метод, сочетающий лазерную и дуговую сварку плавящимся электродом. В этом случае требуется более высокое тепловложение, чем при сварке исключительно лазером, однако значительно меньшее по сравнению с методом традиционной дуговой сварки плавящимся электродом. Гибридная сварка отличается более высокой скоростью и допускает использование материала большей толщины.
Лазерная сварка практически не имеет альтернативы в условиях автоматизированного серийного производства. При этом скорость проходки находится в диапазоне от 1 до 5 метров в минуту. В настоящее время на сварочных линиях массового производства всё ещё используется традиционный лазер на углекислом газе, однако на более современных сварочных линиях приобретает популярность оптоволоконный лазер, который является единственной опцией для передового роботизированного производства трёхмерных конструкций. Лазерная и гибридная сварка являются стандартными технологическими процессами в судостроении, автомобильной и железнодорожной отрасли. Всё большую популярность они получают в сфере производства сельскохозяйственного оборудования, самосвальных кузовов и контейнеров.
На протяжении многих лет автопроизводители используют в каждом автомобиле изготовленные с помощью лазерной сварки компоненты различной толщины, которые производятся под заказ из целого ряда марок стали. Это подрамники, компоненты подвески и системы обеспечения безопасности, элементы жёсткости и т.п. Ежегодно на роботизированных линиях производства трёхмерных конструкций на заказ изготавливаются сотни миллионов компонентов с использованием лазерной сварки.
Благодаря низкому тепловложению и узкому шву с полным проникновением обеспечивается улучшенная эстетика конечного результата. Нередко лазерная сварка представляет собой единственный метод, который позволяет избежать термической деформации материала при соединении больших элементов листовой стали. Лазерная сварка наилучшим образом подходит для сохранения таких свойств базового материала, как прочность и твёрдость.
Особенности лазерной сварки
Преимущества
- Превосходные механические свойства
- Чрезвычайно узкая околошовная зона
- Чрезвычайно высокая эффективность
- Очень хорошие показатели износостойкости
- Низкий уровень термической деформации (превосходная плоскостность)
- Обработка листовой стали большой длины и ширины с возможностью адаптации толщины и характеристик в соответствии с потребностями
- Высокая экономичность в сравнении с традиционными методами
- Возможность сварки листовой стали различных марок и размеров
Недостатки
- Требуются большие инвестиции по сравнению с традиционными методами
- Ограниченная толщина материала (в настоящее время максимальная толщина при использовании гибридной сварки – 25 мм)
Рекомендации
Лазерная сварка рекомендуется для соединения компонентов небольшой толщины, а также высокопрочных и износостойких сталей.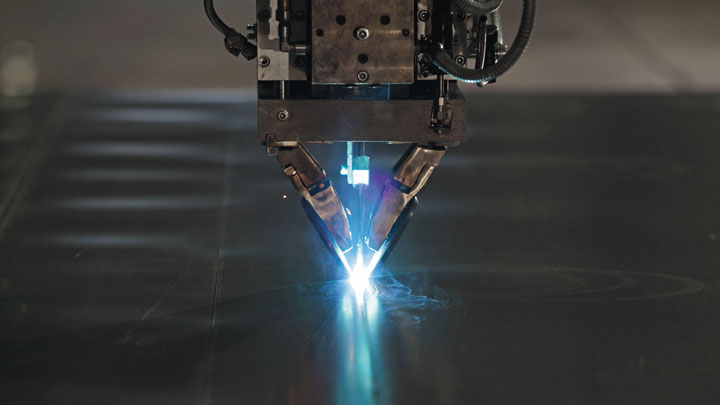
Наше предложение
В рамках программы «SSAB Shape» заказчикам предлагаются услуги по сварке листовой стали – в том числе большой длины и ширины – для производства выполненных под заказ заготовок большого размера.
- Длина: до 20 000 мм
- Ширина: до 5 000 мм
- Толщина: до 6 мм (в некоторых случаях – до 8 мм)
Чтобы обеспечить надлежащую обработку крупногабаритных компонентов, лазерная сварка может быть дополнена такими процессами, как фасонная резка (плазменная или лазерная) и гибка на гибочном прессе.
Качество лазерной сварки отвечает требованиям стандарта EN 13919-1 C (уровень B – по запросу)