5. Use incremental forming simulations to catch phenomenon like bending and unbending
If you bend any metal, and then bend it back the opposite direction, and keep doing that, back and forth, the metal will eventually break — you’ve accumulated damage in the material. This behavior cannot be caught by the forming limit curve and is challenging to model.
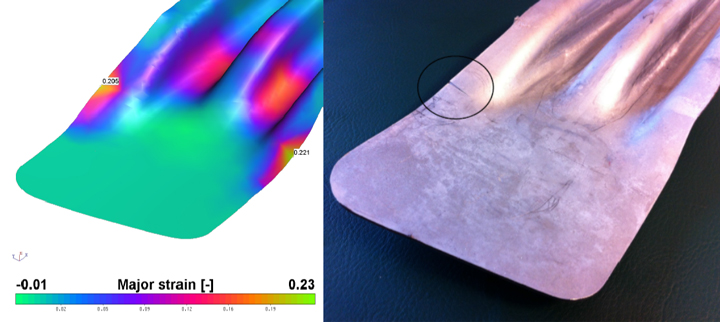
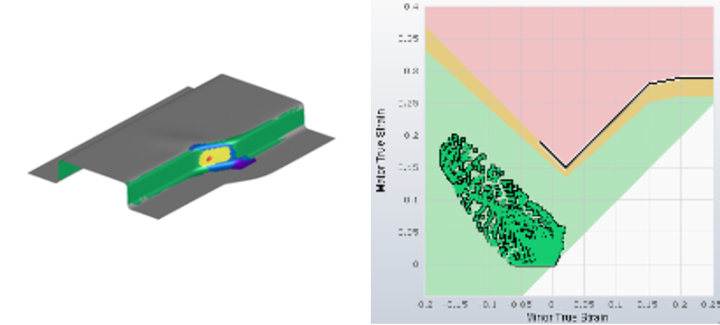
For example, we had a customer whose simulations showed no issues in AHSS forming — no strains that were over the limit. Still there were cracks during production! So we ran an incremental forming simulation that delivered a special result value called “accumulated strain” (see image).
6. Be careful not to be overly dependent on the high mechanical tolerances of AHSS steels
Sometimes we hear that the argument that all production instability comes from material variation. Consistent AHSS materials definitely matters, but that’s not the whole picture.
In fact, we do repeatability analyses that compare our Docol® grades to general VDA grades. In one case, we looked at a simple flange made with 980 complex phase (CP) grade AHSS with a tolerance of ±1° in accordance to VDA 239. You can see the full analysis process in our on-demand webinar entitled: AHSS simulations for automotive design: top 10 considerations.
The analysis showed that that particular part, when made from the Docol® 980 CP, was 628 times less likely to be out of tolerance than one made from the general VDA 980 CP — due to the Docol® material’s higher mechanical tolerances.
High material consistency is always desirable, especially for AHSS/UHSS/Gigapascal steel applications really dependent on tight mechanical tolerances. But it's risky to design AHSS parts that are only depending on high mechanical tolerance. Many other factors come into play during production: process variations, tool wear, lubrication, etc.
What we like to say is that single most important parameter for a highly repeatable AHSS process is to have a robust part design, taking full advantage of high-stiffness geometries, small radii, the strategic use of gainers, and so on.
7. Optimize your AHSS forming layout
For optimizing the forming layout, you need to take a lot of parameters into account, including feasibility, repeatability, available press, and tool wear.
In our
Simulations webinar, you can see how we stimulate the same AHSS auto part using three different forming approaches: Draw + Flange; Flange + Cam trim; and Flange with Cams.
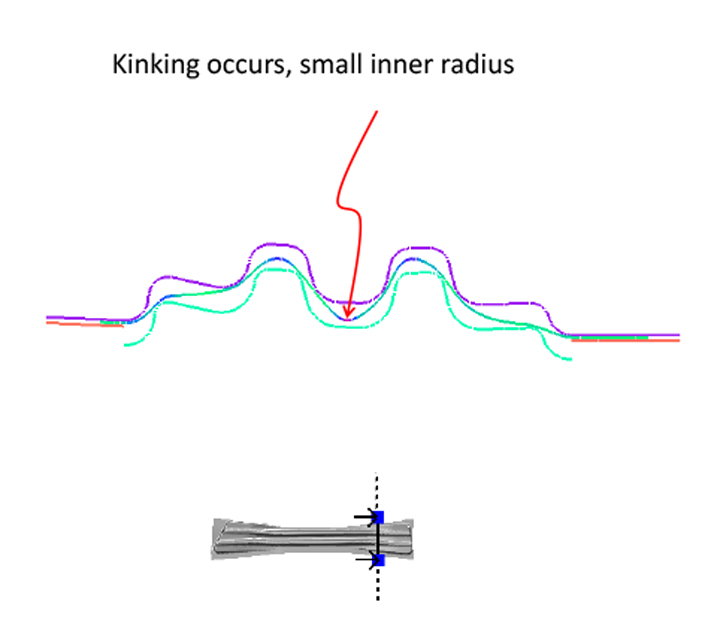
For this particular side member design, the Draw + Flange simulation produces a maximum springback displacement of 10 mm and otherwise looks good. The Flange + Cam simulation has a maximum springback displacement of 13 mm but has tolerance problems in the convex surface radius. The Flange with cams simulation suffers from high strains in cut edges and huge deviations in shape accuracy due to folded radii.