Stabilizzazione della formatura AHSS/UHSS tramite le qualità di utensili raccomandate
SSAB vanta oltre 40 anni di esperienza nelle soluzioni in acciaio per utensili per HSS. Il nostro know-how si basa sui risultati di produzione reali dei nostri clienti, nonché sulla partecipazione a diversi progetti di ricerca e sviluppo che studiano serie a lungo termine. Ti invitiamo a scaricare la nostra brochure di 40 pagine sulle soluzioni di attrezzaggio per acciai altoresistenziali di nuova generazione per ricevere consigli specifici sull'acciaio per utensili.
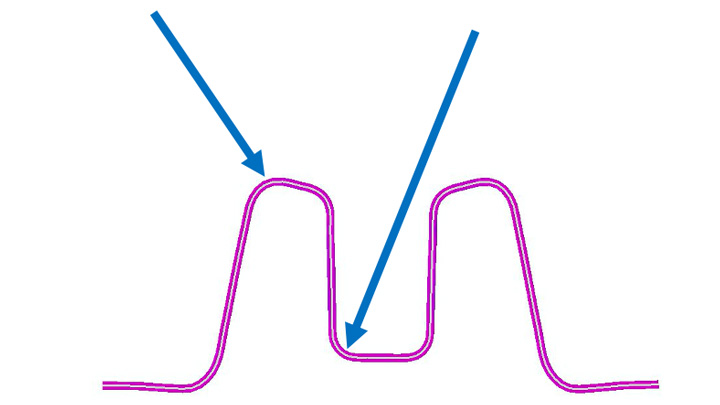
Nelle operazioni di formatura, i meccanismi di guasto degli utensili possono includere grippaggio, usura e deformazione plastica, mentre le operazioni di tranciatura possono includere anche guasti di scheggiatura e cricche. Con i metodi non ottimali dell'acciaio per utensili, l'attrito può accumularsi nel tempo, aumentando l'effetto di ritorno elastico e rendendo i componenti fuori tolleranza. Un altro problema può essere la scheggiatura dell'utensile durante la tranciatura, con conseguenti bordi di taglio inadeguati che comportano un rischio improvviso di fratture nelle flange.
SSAB fornisce una guida molto specifica per le qualità di acciaio per utensili per lo stampaggio delle sue qualità di acciaio Docol® AHSS/UHSS, con durezze ≥ 60 HRC per prevenire la plastificazione e in genere raccomandare trattamenti superficiali (rivestimenti). I costi iniziali più elevati per questi acciai per utensili ad alte prestazioni saranno più che compensati da una riduzione dei tempi di fermo della produzione e dei costi di ristrutturazione/manutenzione degli utensili.
Stampare qualità AHSS/UHSS a resistenza più elevata significa pressioni più elevate e un rischio maggiore di colata. Per garantire condizioni di attrito stabili, progettare un inserto per utensili e utilizzare acciaio per utensili PVD/CVD o Duplex. Prima di aggiungere il rivestimento, il processo di lucidatura è essenziale. Lucida la finitura superficiale ad almeno Ra0,2 µm e, in ogni area critica, a Ra0,05 μm per evitare cricche, sfregamenti e aumento dell'attrito.
Per la formatura a freddo e la tranciatura di qualità AHSS/UHSS, considera l'acciaio per utensili Toolox® di SSAB, con una capacità di tempra superficiale per PVD, laser, induzione e nitrurazione. L'acciaio Toolox® presenta un minore attrito grazie all'elevato livello di micropulizia, a un rapporto di ammortizzamento molto elevato grazie alla sua resistenza alle vibrazioni, all'elevata resistenza alla fatica e all'elevata resistenza alla scheggiatura e alle cricche.