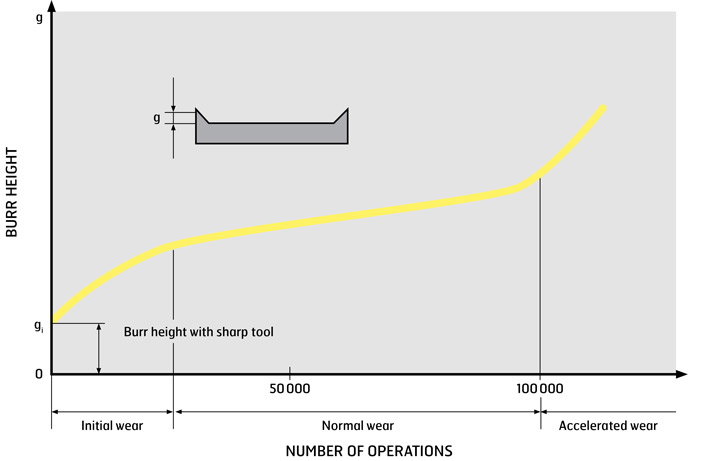
La primera mejor práctica durante el conformado es conocer (y trazar) la tasa de desgaste de la herramienta. Normalmente se obtiene una tasa de desgaste inicial, luego una meseta y después una tasa acelerada. Para la formación de rebabas se suele producir un patrón similar: consulte la tabla. En ambos casos, se deben mantener las herramientas antes de que comience la aceleración prevista. Las herramientas desgastadas pueden reducir enormemente los coeficientes de ensanchamiento de agujeros (HER, por sus siglas en inglés) para algunas calidades de acero AHSS.
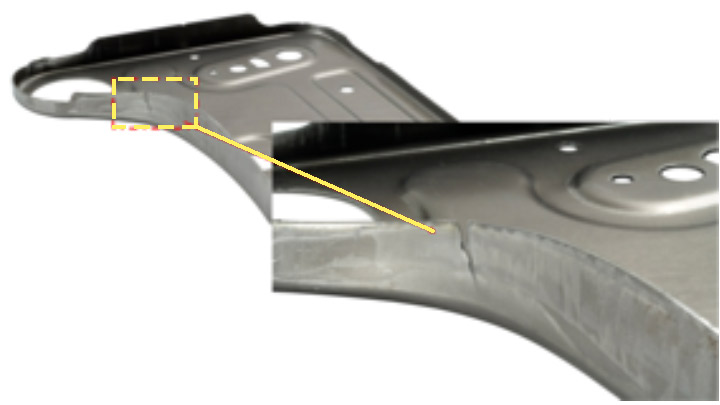
Si es posible, colocar la rebaba en el interior de un borde. Las rebabas en el exterior de un borde tienden a crear defectos durante las posteriores operaciones de plegado.
El uso de la distancia de corte óptima para una calidad específica de AHSS, que en algunos casos es superior al HER estándar del 12% establecido en la norma ISO 16630, puede aumentar los valores de HER. Consulte con su fabricante de aceros AHSS las distancias de corte para una calidad y aplicación específicas.
El mantenimiento las herramientas y el uso de unas distancias de corte homogéneas, están interrelacionados. El desgaste de la herramienta se ve afectado tanto por la distancia de corte como por la calidad del acero AHSS que se está cortando. La rigidez de la herramienta también es importante: la rigidez ayuda a ofrecer distancias de corte uniformes alrededor de los agujeros y a lo largo de bridas más largas.
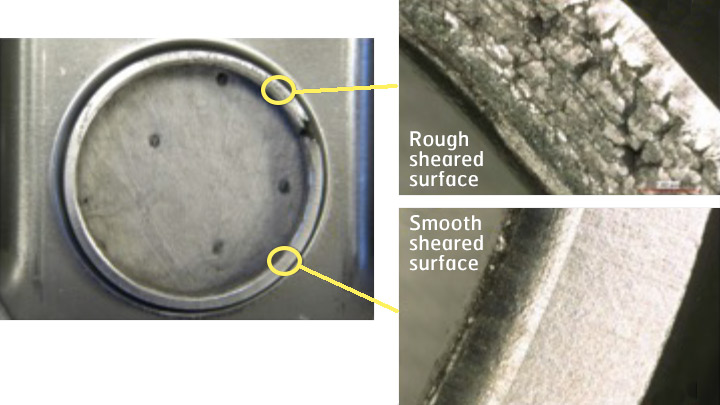
La zona afectada por el cizallamiento se puede eliminar cambiando el método de corte a taladrado, mecanizado o corte con alambre (mecanizado por electroerosión o EDM por sus siglas en inglés). Desafortunadamente, la perforación, el mecanizado y el EDM son muy laborioso y no son viables para grandes ciclos de producción. Los métodos de corte térmico, como el láser o el plasma, pueden mejorar la ductilidad de bordes, pero pueden crear gradientes de dureza por causa del calor.
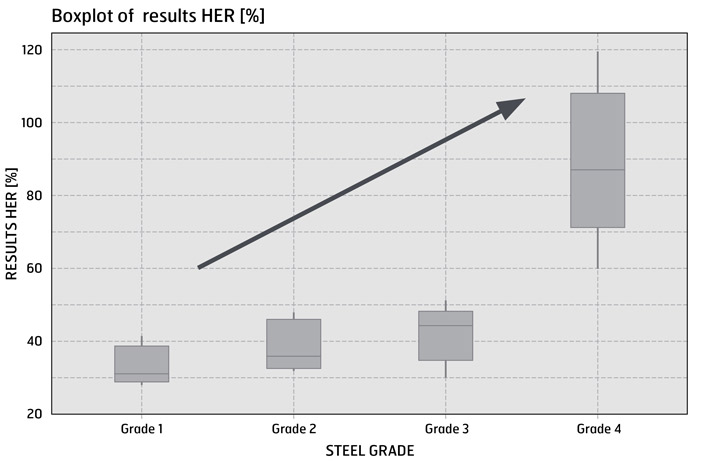
![Gráfica de cajas de HER de S355MC frente a Docol 355 HE, diferentes distancias [%]](/-/media/images/docol/automotive-insights/2021/720x461-diagram4.jpg?m=20210326095931)