Duroxite® 200 Pipe
Download data sheet
Download data sheet
Duroxite® 200 Pipe is manufactured by depositing specially formulated abrasive materials on a mild steel base using a traditional arc welding process. The overlay material is composed of primary chromium-rich carbides and refined multiple-alloy complex carbides dispersed evenly in a ductile eutectic austenite matrix. The hardfacing overlay pipe is designed with extreme wear resistance for working in a severe sliding wear environment. Duroxite® 200 Pipe is available with single or double overlay passes. Schedule 40 and Schedule 80 steel pipe as well as tubing can be used as base pipes to make Duroxite® 200 Pipe. Duroxite® 200 Pipe can be fabricated as square-to-round transitions, elbows, T or Y-shaped, or as long sweeps.
Key Benefits
Duroxite® 200 Pipe is widely used in the mining, cement, oil sands, dredging, recycling and steel production industries. Some specific applications include:
For more information on applications see the Duroxite® Product brochure.
1) Surface hardness is measured on machined flat surface just below overlay surface.
2) ASTM G65 - Procedure A weight loss, is a standard test measuring sliding abrasion resistance using a dry sand/rubber wheel apparatus. ASTM G65-Procedure A is the most severe test method.
3) ASTM G65 - Procedure A weight loss, wear test is conducted at 75% depth of the overlay materials to ensure consistently good wear resistance from the top surface through to the depth of 75% of the overlay.
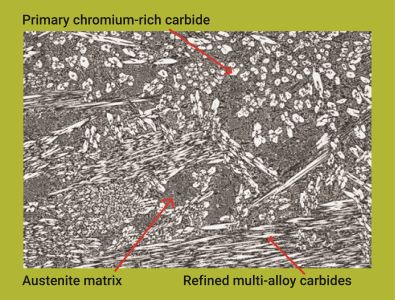
The microstructure of Duroxite® 200 pipes contains primary chromium-rich carbides and refined multiple-alloy complex carbides with a typical hardness of 2500 to 3000 HK4) dispersed evenly in a ductile eutectic austenite matrix. The typical volume fraction of primary chromium-rich carbides is maintained between 30 to 40% with 7 to 10% of multi-alloy complex carbides.
4) HK is the Knoop microhardness used primarily for very brittle materials.
Welding, cutting, forming and machining
Workshop recommendations can be found in the Duroxite® overlay brochure or you can consult your local technical support representative for more information.
When welding or cutting Duroxite® products, gases and harmful fumes are produced that are chemically complex and difficult to classify. The major toxic component in the fumes is hexavalent chromium. The proper exhaust ventilation equipment and fume-extraction torches are recommended, as well as suitable protective clothing and respiratory protection for operators.