5. Verwenden Sie inkrementelle Umformsimulationen, um Phänomene wie Biegen und Entspannen zu erfassen
Wenn Sie ein Metall biegen und es dann in die entgegengesetzte Richtung zurückbiegen und dies immer weiter machen, bricht das Metall schließlich – Sie haben die Schäden im Material akkumuliert. Dieses Verhalten kann vom Grenzformänderungsschaubild nicht erfasst werden und ist schwierig zu modellieren.
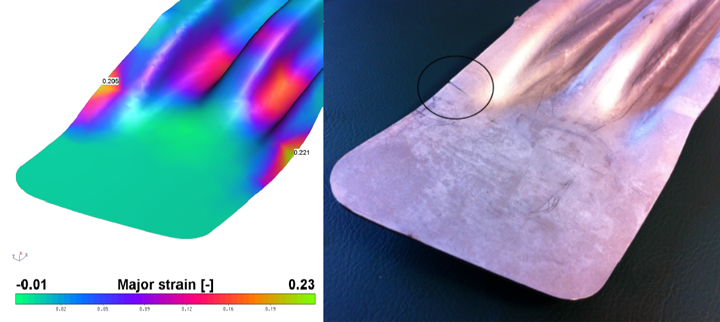
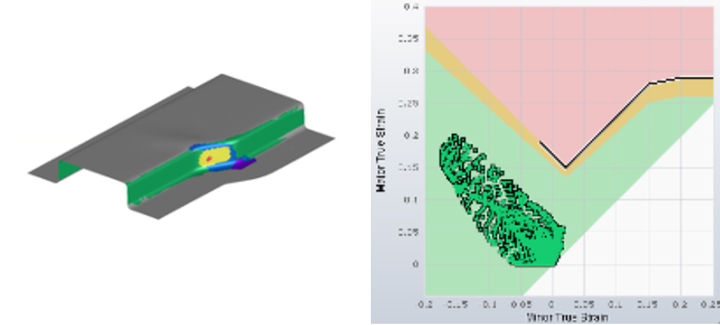
So hatten wir beispielsweise einen Kunden, dessen Simulationen keine Probleme beim Umformen von extra- und ultrahochfestem Stahl aufwiesen – keine Dehnungen, die über dem Grenzwert lagen. Während der Produktion traten dennoch Risse auf! Daher haben wir eine inkrementelle Umformsimulation durchgeführt, die einen speziellen Ergebniswert mit der Bezeichnung „akkumulierte Dehnung“ lieferte (siehe Abb.).
6. Achten Sie darauf, nicht zu stark von den hohen mechanischen Toleranzen der extra- und ultrahochfesten Stähle abhängig zu sein
Manchmal hören wir, dass das Argument, dass die gesamte Produktionsinstabilität auf Materialvariationen zurückzuführen ist. Konsistente extra- und ultrahochfeste Materialien sind zweifellos wichtig, aber das ist nicht die ganze Wahrheit.
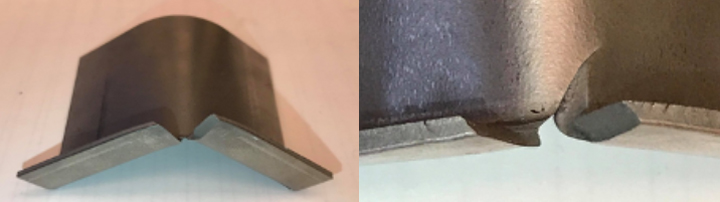
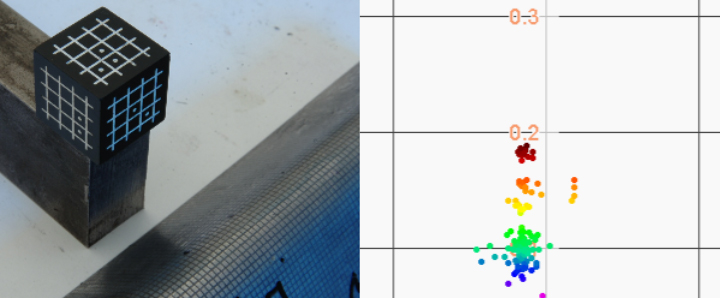
Wir führen Reproduzierbarkeitsanalysen durch, bei denen unsere Docol® Güten mit allgemeinen VDA-Güten verglichen werden. In einem Fall haben wir einen einfachen Flansch aus extra- und ultrahochfestem 980 Komplexphasenstahl (CP) mit einer Toleranz von ± 1° nach VDA 239 untersucht. Den vollständigen Analyseprozess finden Sie in unserem On-Demand-Webinar mit dem Titel: Simulationen mit extra- und ultrahochfesten Stählen für die Automobilkonstruktion: 10 wichtige Aspekte.
Die Analyse zeigte, dass bei diesem Teil aus Docol® 980 CP aufgrund der höheren mechanischen Toleranzen des Docol® Materials 628 Mal weniger außerhalb der Toleranzen liegen als beim Teil aus dem allgemeinen VDA 980 CP.
Eine hohe Materialkonsistenz ist immer wünschenswert, insbesondere bei Anwendungen mit extra- und ultrahochfestem Stahl/Gigapascal-Stahl, bei denen wirklich enge mechanische Toleranzen vorhanden sind. Es ist jedoch riskant, Teile aus extra- und ultrahochfestem Stahl zu konstruieren, die nur von einer hohen mechanischen Toleranz abhängig sind. Viele weitere Faktoren kommen bei der Produktion ins Spiel: Prozessvariationen, Werkzeugverschleiß, Schmierung usw.
Wir sagen gern, dass der wichtigste Parameter für einen stark reproduzierbaren Prozess mit extra- und ultrahochfesten Stählen eine robuste Teilekonstruktion sein muss, bei der die Vorteile von Geometrien mit hoher Steifigkeit, kleinen Radien, der strategischen Verwendung von Verstärkungen usw. voll ausgeschöpft werden.
7. Optimieren Sie Ihre Umformanordnung mit extra- und ultrahochfesten Stählen
Um die Umformanordnung zu optimieren, müssen Sie viele Parameter berücksichtigen, darunter Machbarkeit, Reproduzierbarkeit, verfügbare Pressen und Werkzeugverschleiß.
In unserem
Simulations-Webinarsehen Sie, wie wir dasselbe Autoteil aus extra- und ultrahochfestem Stahl mit drei verschiedenen Umformansätzen fertigen: Zug + Flansch; Flansch + Nockenschnitt; und Flansch mit Nocken.
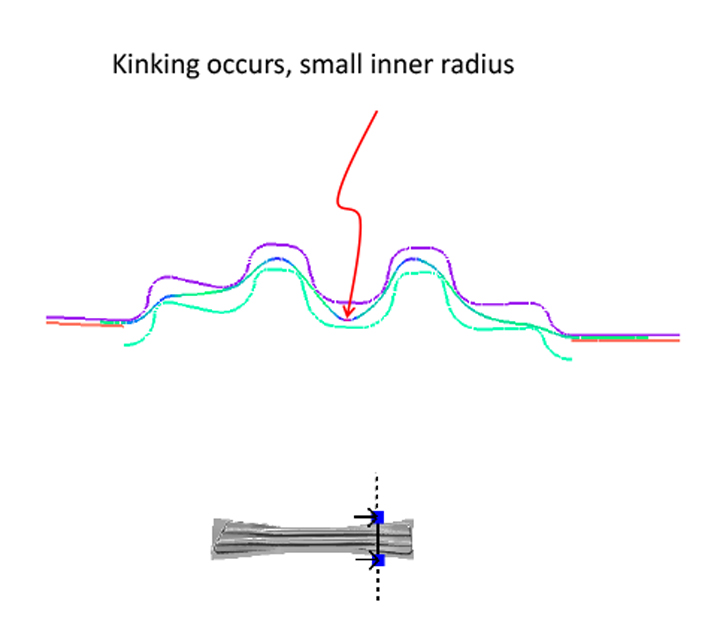
Für diese spezielle Konstruktion des Längsträgers erzeugt die Zug-Flansch-Simulation einen maximalen Rückfederungsweg von 10 mm und sieht ansonsten gut aus. Die Flansch-Nocken-Simulation hat eine maximale Rückfederung von 13 mm, jedoch Toleranzprobleme beim konvexen Oberflächenradius. Die Flansch-mit-Nocken-Simulation leidet unter hohen Dehnungen in Schnittkanten und großen Abweichungen bei der Formgenauigkeit aufgrund der gefalteten Radien.