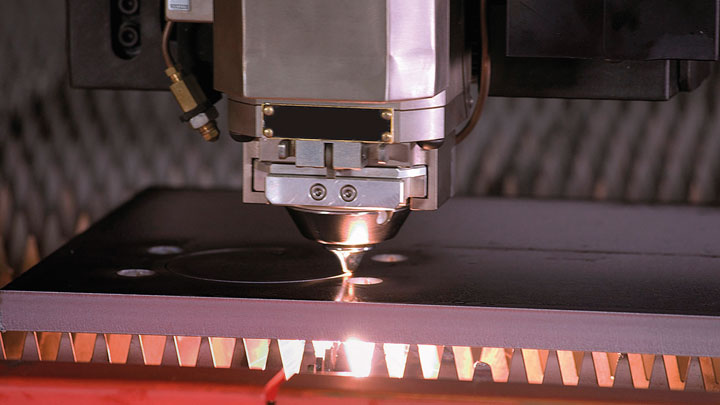
Laser cutting of steels requires a focused beam to less than 0.5mm with an extremely high power density that melts the material, and then an assist gas which covers and protects the melt zone, sweeps away the molten metal, giving a very narrow kerf with minor thermal deformation. The laser cutting process gives high precision cutting and a very narrow heat affected zone. Laser cutting is very suitable for all steels but is generally limited to a maximum thickness of 30mm today with the most efficient cutting in the range 0.5 to 10mm.
手法
さらに、非常に狭い切り口と熱変形の少なさにより、この手法は高度な機械を使用することで優れた公差にて小さな穴、細部、複雑な形を切断することを可能にします。 現在は、標準的なレーザー切断機にも3Dレーザー切断用のCNCコントロールが搭載されており、溶接準備のアングル切断や、複雑な各種穴や外側部品断面の切断を行うことが可能です。 最も一般的なのは従来型のCO2レーザーですが、薄板の切断ではオペレーティングコストが低く、切断速度に優れた新世代型ファイバーレザーが業界のスタンダードになりつつあります。
アシストガスは活性ガス、不活性ガスのいずれも使用でき、特殊なノズルでレーザービームの溶解プールエリア内に噴き入れます。 酸素等の活性ガスは溶解プールに発熱反応を引き起こし、レーザーの効率性を高めますが、端を酸化させます。 窒素、ヘリウム、アルゴン、CO2が一般的な不活性ガスは、切断速度は遅くなるものの、優れた品質の端に仕上がります。
レーザー切断の特徴
利点- 端部の優れた品質
- 優れた公差
- 特に薄板で高い効率性を発揮
- HAZ(熱影響域)が狭い
- スクラップ率の大幅な低下につながる
- ビームの回折が最小限に抑えられる
欠点
- プラズマ切断等より投資コストが高い
- 素材の厚みが30mm未満に限定されている
推奨事項
レーザー切断は形切断や断面切断で0.5mm未満の高い公差が要求される、薄い寸法に最も推奨される切断手法です。
サービス内容
SSAB Shapeでは世界各地で展開する自社センターおよびサービスパートナーネットのワークによるレーザー切断サービスを提供しています。 サービス内容:
- 長さ~30,000mm
- 幅~5,000mm
- 厚み~25mm
多くの当社サービスセンターでは、お客様の要件に合わせて部品のレーザー切断に、プレス曲げ等の他の金属加工方法を組み合わせることが可能です。